Электрическая дуговая сварка
- 1 year ago
- 0
- 0

Сва́рка тре́нием, фрикцио́нная сварка — разновидность сварки давлением (часто упоминается как «сварка без расплавления»), при которой нагрев осуществляется трением , вызванным — в базовом варианте данного метода — перемещением (вращением) одной из соединяемых частей свариваемого изделия. Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении . Окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам прикладывается проковочное усилие.

Процесс образования сварного соединения включает такие этапы:
Сварка трением сопровождается процессом, при котором механическая энергия , подводимая к одной из свариваемых деталей, преобразуется в теплоту ; при этом генерирование теплоты происходит непосредственно в месте будущего соединения. Теплота может выделяться при вращении одной детали относительно другой или вставки между деталями. Детали при этом прижимаются постоянным или возрастающим во времени давлением . Сварка завершается осадкой и быстрым прекращением вращения. В зоне стыка при сварке протекают следующие процессы: по мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых и оксидных плёнок, присутствующих на них в исходном состоянии; граничное трение уступает место сухому, в контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи , немедленно разрушающиеся вследствие относительного движения поверхностей .
Практическому использованию сварки трением положили начало опыты токаря-новатора А. И. Чудикова (1956 г.), получившие развитие в работах (СССР). Эти работы послужили толчком для начала исследований сварки трением в США, Японии, Великобритании, Германии и других странах. В 1960—1990 годах сварку трением интенсивно исследовали и внедряли в промышленность как в СССР, так и в других странах мира .
Разновидностью сварки трением является вращательная сварка — метод, в котором трение создаётся вращением одной из свариваемых деталей.


Технологическим институтом сварки (TWI, Великобритания) в 1991 году был разработан и в декабре того же года запатентован метод сварки трением с перемешиванием (СТП) . Первоначально метод (известный, впрочем, и раньше: в СССР он был запатентован неким Ю. В. Клименко ещё в 1967 году, но не коммерциализирован) применялся к листам и пластинам из алюминия и алюминиевых сплавов . В настоящее время этим методом сваривают стыковые швы листового проката из алюминиевых, титановых , магниевых и некоторых других сплавов (в том числе таких, которые затруднительно или невозможно сваривать дуговой сваркой ), заготовки из сталей , полимеров и композитов . Возможна сварка практически всех металлов и сплавов с температурой плавления до 1800 °C, а также имеется возможность соединения деталей из разнородных металлов .
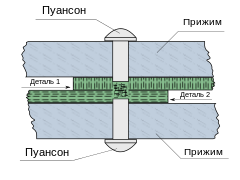
В роли сварочного инструмента в данном методе используют стержень, состоящий из утолщённой части (опорного бурта, или заплечика) и выступающей части (наконечника). Размеры инструмента выбирают с учётом толщины и материала свариваемых деталей; при этом длина наконечника должна примерно соответствовать толщине свариваемой детали, а диаметр опорного бурта может обычно изменяться в пределах от 1,2 до 25 мм . При сварке быстро вращающийся инструмент медленно погружают в стык свариваемых деталей на глубину, примерно равную толщине соединяемых кромок, после чего инструмент перемещают вдоль линии стыка. При этом опорный бурт энергично давит на поверхность кромок, материал которых разогревается за счёт внутреннего трения и претерпевает пластическую деформацию , причём зона пластического течения имеет вытянутую форму; одновременно вращающийся наконечник обеспечивает перемешивание материала и его вытеснение в освобождающееся позади инструмента пространство . Объём, в котором формируется сварочный шов, ограничивается сверху опорным буртом. По завершении процесса сварки инструмент выводят из стыка .
Структура образовавшегося сварного шва оказывается асимметричной, так что в поперечном сечении сварного соединения различают сторону набегания, для которой направление вращения инструмента совпадает с направлением сварки, и противоположную сторону — сторону отхода . При движении сварочного инструмента вдоль шва ось инструмента мало отклоняется от перпендикуляра к плоскости сварки: опорный бурт должен всей рабочей поверхностью касаться кромок свариваемых деталей, иначе — при слишком большом угле наклона — возможно нарушение сплошности шва у его корня с образованием тоннельного дефекта. Рекомендуют при перемещении инструмента поддерживать малый (от 1,5 до 4,5°) наклон в направлении сварки . Основными параметрами, характеризующими процесс сварки трением с перемешиванием, являются: скорость сварки, частота вращения инструмента, возникающие при прижатии и перемещении инструмента усилия, размеры инструмента и угол его наклона. При этом усилия прижатия и перемещения зависят от материала свариваемых деталей, их толщины и скорости сварки .
Поскольку при сварке трением с перемешиванием соединение материалов происходит без расплавления (в твёрдой фазе), данный метод сварки обладает рядом преимуществ: не используются присадочные материалы и защитные газы ; отсутствуют разбрызгивание расплавленного металла и выделение вредных газов и дыма; для сварного шва характерны высокая прочность при мелком размере зерна и отсутствии пористости; не нужна предварительная очистка кромок (так как оксидная плёнка удаляется в процессе трения); остаточные напряжения в материале шва невелики. Энергопотребление при сварке трением с перемешиванием оказывается в 2 — 5 раз меньшим, чем при дуговой и контактной сварке .
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |