Контактная сеть троллейбуса
- 1 year ago
- 0
- 0


Конта́ктная сва́рка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка преимущественно используется в промышленном массовом или серийном производстве однотипных изделий . Применяется на предприятиях машиностроения, в авиационной промышленности.

В 1856 году английский физик Уильям Томсон (лорд Кельвин) впервые применил стыковую сварку. В 1877 году американский исследователь Элиу Томсон независимо от него разработал стыковую сварку и внедрил её в промышленности. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки .
Для осуществления процессов контактной точечной сварки использовались специальные клещи с угольными электродами, к которым подводился электрический ток. Затем две сложенные одна на другую стальные пластины зажимались клещами, а ток, подведённый к угольным электродам, проходя через металл, давал достаточное количество теплоты для образования сварной точки.
В 1886 году Элиу Томсон, занимавшийся исследованиями и разработками в области контактной сварки, подал заявку на патент, защищающий принципиально новый способ электрической сварки, описываемый следующим образом: «свариваемые предметы приводятся в соприкосновение местами, которые должны быть сварены, и через них пропускается ток громадной силы — до 200 000 ампер при низком напряжении — 1-2 вольт . Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными» . Способ сварки называли «электрической ковкой», или «безогненным методом сварки».
В конце XIX века стыковая контактная сварка применялась для соединения телеграфных проводов. В своих дальнейших исследованиях Элиу Томсон стал комбинировать нагрев электрическим током с пластическими деформациями, возможными благодаря применению гидравлических систем сжатия. К началу XX века относятся сообщения о применении фирмой Fiat контактной сварки для изготовления самолётных двигателей.
В 1928 году фирма Stout Metal Airplane Company (отделение фирмы Ford Motor ) использовала контактную сварку на линиях изготовления конструкций из дюралюминия . В начале 1930-х годов в США были проведены испытания контактной сварки легкоплавких металлов и их сплавов. В ходе проведённых исследований были разработаны технологии и оборудование, которые стали использовать в производстве фирмы Douglas, Boeing и Sikorsky Aircraft .
Основные параметры режима всех способов контактной сварки — это сила сварочного тока , длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока длительностью в соответствии с законом Джоуля — Ленца :
За величину принимают сопротивление столбика металла между электродами . При расчёте сварочного тока и времени импульса сварочного трансформатора, — исходный параметр, так как его легко рассчитать, зная материал детали, её толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля — Ленца увеличение должно увеличивать количество выделяющейся теплоты . Но по закону Ома увеличение не всегда увеличивает количество выделяющейся при сварке теплоты , многое зависит от соотношения и полного сопротивления вторичного контура сварочного трансформатора.
Где — напряжение на вторичном контуре сварочного аппарата, a — полное сопротивление вторичного контура, в которое входит . При увеличении сопротивления уменьшится сила сварочного тока , которая учитывается в законе Джоуля — Ленца в квадрате. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения примерно в 10 раз. Недостаток тепла компенсируется увеличением напряжения( ) или времени сварки. Сварочный процесс на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения в процессе увеличения сварного ядра. При достижении равенства нагрев достигает максимума, а затем, по мере ещё большего снижения (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство ) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надёжным сжатием зачищенных деталей, обеспечивающим поддержание на минимальном уровне, либо поддерживая высокий уровень за счёт слабого сжатия деталей и разделения импульса сварочного тока на несколько более коротких импульсов. Последнее ещё и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение в процессе сварки практически не влияет на выделение теплоты, нагрев остаётся стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством .
Способы подготовки поверхностей различны. В наиболее полном виде они включают несколько последовательных операций: обезжиривание, удаления исходных, в основном оксидных, плёнок, пассивирование, нейтрализацию, промывку, сушку, контроль
Основные требования при подготовке поверхности для контактной сварки:

Контактная сварка осуществляется на контактных сварочных машинах, которые бывают стационарными, передвижными и подвесными, универсальными и специализированными. По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора . По способу сварки различают машины для точечной , рельефной , шовной и стыковой сварки . Сварочный трансформатор машины понижает напряжение сети до 1—15 вольт . Для сжатия деталей и подвода тока силой 1—200 кА служат электроды из сплавов меди. Мощность машин 0,5—500 кВА . Усилие сжатия 0,01—100 кН (1—10000 кгс ) создаётся или рычажно-пружинным механизмом. Ток длительностью от 0,01 до 10 секунд включается контакторами с электронным управлением .
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения. Электрическая часть в свою очередь состоит из сварочного трансформатора, прерывателя первичной цепи сварочного трансформатора и регулятора цикла сварки, обеспечивающего заданную последовательность операций цикла и регулировку параметров режима сварки. Механическая часть состоит из привода сжатия (точечные машины), привода сжатия и привода вращения роликов (шовные машины) или из приводов зажатия и осадки деталей (стыковые машины). Пневмогидравлическая система состоит из аппаратуры подготовки ( фильтры , , которые смазывают движущиеся части), регулирования ( редукторы , манометры , дросселирующие клапаны) и подвода воздуха к приводу сжатия (электропневматические клапаны, запорные вентили, краны, штуцера ). Система водяного охлаждения включает в себя штуцера разводящей и приемной гребёнок, охлаждаемые водой полости в трансформаторе и вторичном контуре, разводящие шланги, запорные вентили и гидравлические реле , отключающие машину, если вода отсутствует или её мало. Точечные и шовные машины включаются с помощью ножной педали с контактами, стыковые — с помощью комплекта кнопок. С органов управления поступают команды на сжатие электродов или зажатие деталей, на включение и отключение сварочного тока, на вращение роликов, на включение регулятора цикла сварки. .
Через электроды для контактной сварки происходит замыкание вторичного контура сварки. Электроды ролики при контактной шовной сварке перемещают свариваемые детали. Они также удерживают детали в процессе их нагрева и осадки.
Поскольку электроды при контактной сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг/мм2.
Электроды изготовляют из меди и бронзы (хромоциркониевая бронза БрХЦрА; кадмиевая бронза БрКд1; хромистая бронза БрХ и др).
Электроды для рельефной сварки делают близкими по форме к изделию, для шовных машин — в форме дисков.



Качество сварных соединений, выполненных контактной сваркой, зависит от правильной подготовки поверхности деталей и выбора режимов сварки. К основным показателям качества точечной и шовной сварки относится размер ядра сварной точки, который должен быть равен трём толщинам S самого тонкого свариваемого листа. Глубина проплавления должна находиться в пределах 20…80 % S. Выход за эти пределы приводит к непроварам или выплеску металла.
Дефекты сварки контролируются как осмотром, так и любыми доступными методами неразрушающего контроля. Особенностью контроля соединения при контактной сварке является сложность обнаружения непровара, который не выявляется вследствие прижатия контактов друг к другу. В месте контакта электромагнитные излучения и ультразвук не отражаются и не ослабляются. Одним из способов выявления дефекта является разрушение контрольных образцов. При отсутствии непровара разрушение проходит по целому металлу одной из деталей. При этом измеряется диаметр литого ядра, выполненного точечной или шовной сваркой.

Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока , времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту . Применяется для соединения тончайших деталей (до 0,02 мкм ) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле -, самолёто - и судостроении , в сельскохозяйственном машиностроении и других отраслях промышленности .
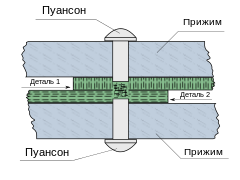
Рельефная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно нескольких точках, имеющих специально подготовленные выступы-рельефы. Этот способ аналогичен точечной контактной сварке. Главное отличие: контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке. Выступы-рельефы заранее подготавливаются штамповкой или иным способом и могут присутствовать на одной или обеих свариваемых деталях.
Рельефная сварка применяется в автомобилестроении для крепления кронштейнов к листовым деталям (например, для крепления скоб к капоту автомобиля, для крепления петель для навески дверей к кабине); для соединения крепежных деталей — болтов , гаек и шпилек . В радиоэлектронике применяется для присоединения проволоки к тонким деталям .
Шовная сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке . Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним ) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм . Применяется при изготовлении различных ёмкостей, где требуются герметичные швы — бензобаки , трубы, бочки, сильфоны и др.
Стыковая сварка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева. В зависимости от марки металла, площади сечения соединяемых деталей и требований к качеству соединения стыковую сварку можно выполнять несколькими способами: сопротивлением, непрерывным оплавлением и оплавлением с подогревом.
Сварка сопротивлением используется для соединения деталей с площадью сечения до 200 мм² . Применяется в основном при сварке проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений .

Сварка оплавлением используется для соединения деталей с площадью сечения до 100000 мм² , таких как трубопроводы, арматура железобетонных изделий, стыковые соединения профильной стали, ленточные пилы . Применяется для соединения железнодорожных рельсов на бесстыковых путях, для производства длинноразмерных заготовок из сталей, сплавов и цветных металлов. В судостроении используется для изготовления якорных цепей, змеевиков холодильников рефрижераторных судов. Также сварка оплавлением используется в производстве режущего инструмента (например, для сварки рабочей части сверла из инструментальной стали с хвостовой частью из обычной стали) .
Одной из разновидностей контактной сварки является импульсная сварка , при которой дуга горит и в паузах между подаваемыми импульсами тока, не оказывая существенного влияния на глубину расплавления металла. На основной сварочный ток с частотой в несколько десятков герц накладываются дополнительные импульсы тока. Разработана также технология двойного импульса с модуляцией импульсов тока. Модуляция позволяет изменять формы импульса, углы наклона их фронта волны, что позволяет управлять мелкокапельным переносом металла при сварке .
Преимуществами являются устойчивое горения дуги, устраняются кратеры из сварных точек, уменьшаются участки перекрытия в сварном шве.
Импульсная сварка применяется при сварке как разных марок сталей, так и алюминиевых, медных, никелевых сплавов и титана с толщинами заготовок от 1 до 50 мм .
|
|
|
|---|
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |