Любарский, Василий Васильевич
- 1 year ago
- 0
- 0


Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их композиций с неметаллическими порошками). В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: производство порошков , смешивание порошков , уплотнение (прессование, брикетирование) и спекание .
Применяется как экономически выгодная замена механической обработки при массовом производстве. Технология позволяет получить высокоточные изделия. Также применяется для достижения особых свойств или заданных характеристик, которые невозможно получить каким-либо другим методом.
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Несмотря на разнообразие методов, является наиболее трудоёмкой и дорогой стадией технологического процесса . Физические, химические и технологические свойства порошков, форма частиц зависят от способа их производства. Вот основные промышленные способы изготовления металлических порошков:
В промышленных условиях специальные порошки получают также осаждением, науглероживанием, термической диссоциацией летучих соединений (карбонильный метод) и другими способами.
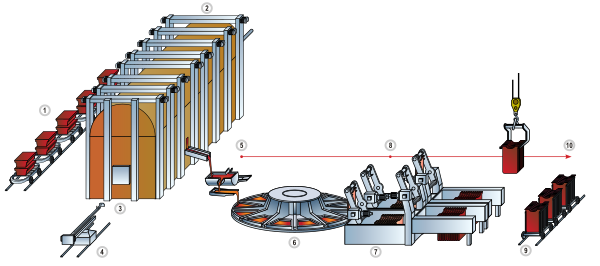
Типовой технологический процесс изготовления деталей методом порошковой металлургии состоит из следующих основных операций: приготовление шихты (смешивание), формование, спекание и калибрование.
Смешивание — это приготовление с помощью смесителей однородной механической смеси из металлических порошков различного химического и гранулометрического состава или смеси металлических порошков с неметаллическими. Смешивание является подготовительной операцией. Некоторые производители металлических порошков для прессования поставляют готовые смеси.
Формование изделий осуществляется путём холодного прессования под большим давлением (30-1000 МПа) в металлических формах. Обычно используются жёсткие закрытые пресс-формы, пресс-инструмент ориентирован, как правило, вертикально. Смесь порошков свободно засыпается в полость матрицы, объёмная дозировка регулируется ходом нижнего пуансона . Прессование может быть одно- или двусторонним. Пресс-порошок брикетируется в полости матрицы между верхними и нижним пуансоном (или несколькими пуансонами в случае изделия с переходами). Сформированный брикет выталкивается из полости матрицы нижним пуансоном. Для формования используется специализированное прессовое оборудование с механическим, гидравлическим или пневматическим приводом. Полученная прессовка имеет размер и форму готового изделия, а также достаточную прочность для перегрузки и транспортировки к печи для спекания.
Спекание изделий из однородных металлических порошков производится при температуре ниже температуры плавления металла. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность, и улучшаются контакты между зёрнами. Во избежание окисления спекание проводят в восстановительной атмосфере ( водород , оксид углерода), в атмосфере нейтральных газов ( азот , аргон ) или в вакууме . Прессовка в итоге, в зависимости от материала и технологического режима, может превратиться в монолитное изделие или пористое спеченное изделие, технологическая связка при этом выгорает (в начале спекания).
Калибрование изделий необходимо для достижения нужной точности размеров, улучшается качество поверхности и повышается прочность.
Иногда применяются дополнительные операции: пропитка смазками, механическая доработка, термическая, химическая обработка и др.
Благодаря структурным особенностям продукты порошковой металлургии более термостойки, лучше переносят циклические перепады температур и напряжений деформации, а также радиоактивного излучения.
Однако порошковая металлургия имеет и недостатки, сдерживающие её развитие: сравнительно высокая стоимость металлических порошков, необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии, невозможность изготовления в некоторых случаях заготовок больших размеров, необходимость использования чистых исходных порошков для получения чистых металлов.
| Отрасли |
|
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Основные
процессы |
|
||||||||||||
|
Основные
агрегаты |
|
||||||||||||
|
Основные продукты
и материалы |
|
||||||||||||
| Научные дисциплины | |||||||||||||
| Другое | |||||||||||||