
Кадровая развёртка
- 1 year ago
- 0
- 0
Развёртка — режущий инструмент , который нужен для окончательной обработки отверстий после сверления , зенкерования или растачивания . Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск . Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например, под инструментальные конусы ) специальными коническими развертками.
Не следует путать развертку с зенкером . Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку.

Развертки классифицируются:
Существует огромное количество ГОСТов и других нормативных документов, касающихся разверток. Здесь приведена краткая выборка таких стандартов.
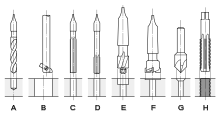
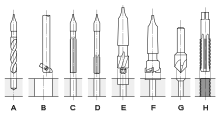
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Режущая часть.
Калибрующая часть (только у цилиндрических разверток) состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75 % от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Так как при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, так как уменьшает трение . Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью . С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное — для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.








