Контактная сеть троллейбуса
- 1 year ago
- 0
- 0

То́чечная конта́ктная сва́рка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках.
При точечной контактной сварке прочность соединения определяется размером и структурой сварной точки. Это, в свою очередь, зависит от формы и размеров контактной поверхности электродов, силы сварочного тока , времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Производительность точечной сварки может достигать 600 соединений в 1 минуту . Применяется для соединения тончайших деталей (от 0,02 мкм ) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле -, самолёто - и судостроении , в сельскохозяйственном машиностроении и других отраслях промышленности .
Частным случаем этого вида сварки является точечная конденсаторная сварка .

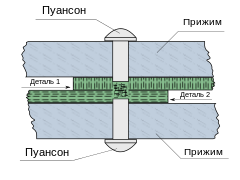
Точечная сварка является разновидностью контактной сварки , поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью , чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления . Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм .
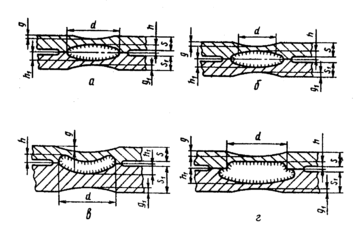
Различают мягкий и жесткий режимы точечной сварки.
Время подачи тока при сварке и время приложения усилий сжатия, сила тока и величина усилий сжатия определяются по заданной циклограмме процесса .
|
|
|
|---|
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |