
Производство
- 1 year ago
- 0
- 0

Производство гнутых профилей — профилирование металлической заготовки методом последовательного изменения формы металлических листов и полос в валках профилегибочных агрегатов. В качестве материала заготовок может использоваться горячекатаная и холоднокатаная легированная сталь , алюминий , медь , цинк , бронза , латунь .
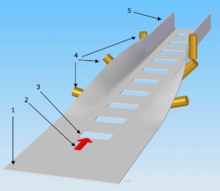
К гнутым профилям относят швеллеры и уголки (равнополочные и неравнополочные), зетовые и С-образные профили, специальные профили для вагоностроения, корытные профили, гофрированные профили, листовые профили с трапециевидным гофром . Обычно профилегибочная линия состоит из накопителя рулонов, загрузочного устройства (тележка, кран-балка), разматывателя, правильной машины, рабочих клетей, отрезного устройства, приемного стола, укладчика (штабелера) и автоматизированной системы управления (АСУ). Также в состав профилегибочной линии может входить устройство для обрезки концов рулонов и их соединения дуговой или точечной сваркой. В качестве отрезного устройства используют летучие пилы или пресс-ножницы. Тип профилегибочного агрегата обозначается с помощью четырех чисел (например, 1-3 X 500-1250). Первые два числа характеризуют толщину заготовки, два вторые — ширину заготовки (в миллиметрах).
Производство гнутых профилей на профилегибочных агрегатах осуществляется двумя основными способами. При непрерывном профилировании порезка профилей осуществляется за профилегибочным агрегатом, тогда как при поштучном профилировании заготовка режется на мерные длины перед агрегатом и только потом производится формоизменение. Бесконечный процесс профилирования обеспечивается сваркой заднего конца первого рулона с передним концом последующего рулона. В результате неправильной калибровки валков профилегибочного стана снижается качество профилей.
К дефектам внешнего вида профиля относятся серповидность (искривление в горизонтальной плоскости), винтообразность, волнистость, изгиб концов, искажение формы поперечных сечений на концах. Среди геометрических дефектов гнутых профилей выделяют изменение размеров крайних участков профиля, недоформовку радиусов закруглений, несоответствие заданным углам, несоответствие размерам по ширине и длине.
Березовский С.Ф. Производство гнутых профилей. Учеб. пособие для ПТУ. — М.: Металлургия, 1985
Березовский С.Ф. Эксплуатация и ремонт оборудования профилегибочных станов. — М.: Металлургия, 1991
Дебердеев Р.Ю. и др. Производство гнутых профилей проката. Сборник научных трудов. — М.: Металлургия, 1991
Тришевский И.С. и др. Производство гнутых профилей (оборудование и технология). — Харьков: 1986


