Абразивные материалы и абразивная обработка
- 1 year ago
- 0
- 0

Гидроабразивная резка — вид обработки материалов резанием , где в качестве режущего инструмента вместо резца используется струя воды или суспензия абразивного материала в воде, испускаемая с высокой скоростью и под высоким давлением . В природе подобный процесс, протекающий естественным образом, называется водной эрозией .
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР в 1940-х годах, но затем почему-то заглохли. Затем в 1979 году в США специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР.
Процесс резки происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции - не существует технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
В основе технологии гидроабразивной резки лежит принцип эрозионного воздействия смеси высокоскоростной водяной струи и твёрдых абразивных частиц на обрабатываемый материал . Физическая суть механизма гидроабразивной резки состоит в отрыве и уносе из полости реза частиц материала скоростным потоком твердофазных частиц. Устойчивость истечения и эффективность воздействия двухфазной струи ( вода и абразив) обеспечиваются оптимальным выбором целого ряда параметров резки, включая давление и расход воды , а также расход и размер частиц абразивного материала.
При помощи гидроабразивной струи резать можно практически любые материалы:
Резка мягких материалов, таких как полиуретан , поролон и другие пеноматериалы, пластмассы , кожаные изделия, картон, ткани и т. п. осуществляется только струёй воды без добавления абразива.
Технология ГАР находит применение и в пищевой промышленности, - для резки и порционирования пищевых продуктов.
Гидроабразивная резка осуществляется с помощью станков гидроабразивной резки.
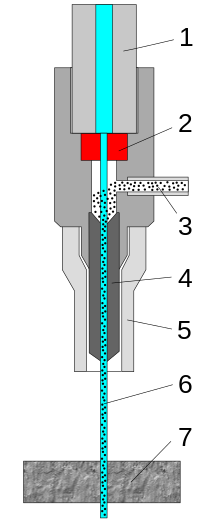
Вода, сжатая одним из основных компонентов системы — (4000 бар или более), проходит через водяное сопло, образующее струю диаметром 0,2-0,35 мм, попадающую в смесительную камеру. В смесительной камере происходит смешивание воды с абразивом (гранитным песком) и далее она проходит через второе, твердосплавное или алмазное сопло с внутренним диаметром 0,6-1,2 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1000 м/сек и попадает на поверхность разрезаемого материала.
Рабочая ванна станка
Система перемещения
Насос высокого давления
Система ЧПУ
Выносной пульт с маховичком
Бак для абразива
Система поддержания постоянного зазора
Угловая голова
позволяет выполнять поворот в двух плоскостях с максимальным углом наклона до 60 градусов, что позволяет выполнять обработку фасок , криволинейных поверхностей, компенсировать конусность при обработке. Угловая голова сконструирована таким образом, что при компенсации конусности или выполнении фаски по контуру, перемещение выполняется только по одной поворотной оси, что обеспечивает высокую точность обработки и постоянство угла. При выполнении обработки сложных поверхностей, станок имеет возможность работы сразу по 5-ти координатам.
Датчик сканирования материала
При обработке на станках гидроабразивной резки возникает проблема, связанная с неровностью обрабатываемого материала. Для решения данной задачи на станок может быть установлена лазерная или ультразвуковая система сканирования материала. Такая система выполняет сканирование материала до обработки с заданным интервалом, что позволяет поддерживать требуемый зазор во время обработки материала и обеспечивает максимальную точность обработки. При работе с маленькими деталями возможно сканирование только точек вреза.
Датчик контроля абразива
Датчик контроля подачи абразива выполняет проверку количества подаваемого абразивного материала во время обработки, что позволяет выполнять рез без постоянного присутствия оператора, что позволяет остановить обработку в случае попадания в режущую головку посторонних материалов, таких как остатки мешковины или посторонней фракции. Диапазон допустимых значений задаётся непосредственно со стойки оператора и может быть изменён даже в процессе обработки.
Устройство удаления абразива
На гидроабразивный станок может быть установлена система удаления отработанного абразива, состоящая из бак-отстойника и насоса. Отличительной особенностью данной системы является использование мембранного насоса , который максимально приспособлен для работы в агрессивных средах и прост в обслуживании. Для удобства работы бак для отработанного абразива имеет быстросъёмные разъёмы для подсоединения шлангов и приспособлен для транспортировки кран-балкой или погрузчиком.
Устройства загрузки металла
Гидроабразивные станки оснащаются различными системами загрузки материала. Наиболее распространены кран-балки с тельферами, оснащённые вакуумными или механическими захватами; пневматические и гидравлические подъёмники с регулируемыми рычагами, поддерживающими материал в наиболее важных участках.