Геоботаники по алфавиту
- 1 year ago
- 0
- 0

Магнитно-абразивная обработка (МАО) (англ. magnetic-abrasive machining, нем. Magnetschleifbearbeitung) — абразивная обработка, осуществляемая при движении заготовки и абразивных зерен относительно друг друга в магнитном поле (согласно ГОСТ 23505-79 «Обработка абразивная. Термины и определения»).

Сущность магнитно-абразивной обработки заключается в том, что порошковая ферромагнитная абразивная масса, уплотненная энергией магнитного поля , осуществляет абразивное воздействие на обрабатываемую деталь.
Магнитно-абразивным способом можно успешно обрабатывать поверхности: цилиндрические наружные и внутренние, плоские, тел вращения с криволинейной образующей, винтовые и др.
Наиболее распространенной областью применения магнитно-абразивной обработки является снижение шероховатости на обрабатываемых поверхностях с одновременным повышением качественных характеристик поверхностного слоя.
Идея использования энергии магнитного поля для механической обработки деталей принадлежит Н. И. Каргалову , который в 1938 г. предложил способ обработки внутренних поверхностей труб абразивным порошком, обладающим ферромагнитными свойствами.
В 1956—1959 гг. был зарегистрирован ряд патентов в США, Франции и др. странах на способы и устройства для магнитно-абразивной обработки свободным абразивным порошком в переменном, циклически меняющем полярность магнитном поле .
В 1960—1961 гг. в СССР две группы исследователей под руководством В. А. Шальнова и В. Н. Верезуба предложили способы абразивной обработки в поле электромагнита на постоянном токе плоских поверхностей из немагнитного материала.
В 1962 г. Г. С. Шулев предложил обрабатывать в поле постоянного электромагнита порошками, обладающими магнитными и абразивными свойствами, наружные цилиндрические поверхности на деталях типа тел вращения. Первые экспериментальные исследования магнитно-абразивной обработки были выполнены в СССР в 1960—1965 гг. В. Н. Верезубом, В. А. Шальновым, Е. Г. Коноваловым.
Общие теоретические положения, физические основы и технологические особенности технологии при обработке различного типа деталей получили первое описание в работах Е. Г. Коновалова, Г. С. Шулева , А. М. Штейнберга , Ю. М. Барона , выполненных в 1960—1970 гг., а также в 1970—1980 гг. в работах Л. К. Минина , В. И. Ждановича , Л. М. Кожуро , А. А. Кособуцкого , Н. Я. Скворчевского , Л. Н. Кравченко , Н. С. Хомича — в Физико-техническом институте АН БССР, В. М. Панченко — в Брянске, Ю. С. Кочура — в Москве.
С 1980-х годов исследованиями в области магнитно-абразивной обработки начали заниматься и в других странах (Япония , Болгария ).
В СССР в 1980-е — начале 1990-х годов исследованиями в области магнитно-абразивной обработки занимаются в основном научные коллективы Минска (Скворчевский Н. Я. , П. И. Ящерицын , Чачин В. Н. , Сакулевич Ф. Ю. , Хомич Н. С. , Кудинова Э. Н. , Абрамов В. И. , Кульгейко М. П. , Романюк С. И. , Михолап С. В. , Лепший А. П. , Али Хусейн Кадхум ) и Ленинграда (Барон Ю. М. , Приходько С. П. , Кобчиков В. С. , Нестеров В. М. , Желтобрюхов Е. М. ).
В 1990-е годы магнитно-абразивной обработкой занимаются коллективы научных подразделений Физико-технического института НАН Беларуси, БНТУ , научно-инженерного предприятия «Полимаг» (Беларусь). Разработаны и реализованы теоретические и практические задачи полирования в магнитном поле цилиндрических и сферических поверхностей изделий, работающих, преимущественно, в узлах трения машин и механизмов. Поисковые исследования показали перспективность применения магнитно-абразивной обработки для подготовки поверхностей изделий перед операциями сварки и нанесения покрытий.
В последние годы проводятся исследования по магнитно-абразивной обработке поверхностей прецизионных деталей электроники , оптики и лазерной техники ( . Дата обращения: 14 декабря 2010. 5 апреля 2012 года. , MATI (США)).
В последнее десятилетие технология магнитно-абразивной обработки получила развитие во многих странах мира. Исследованиями в этой области занимаются научные коллективы различных университетов и компаний:
- УП "Полимаг" (Н.С. Хомич и др.) - БНТУ - Физико-технический институт НАН Беларуси - Белорусский государственный аграрный технический университет (БГАТУ) (Акулович Л.М., Сергеев Л.Е. и др.)
- Индийский технологический институт (В. Джайн (V.K. Jain), Д. Сингх (Dhirendra K. Singh), В. Рагхурам (V. Raghuram), П. Кумар (Prashant Kumar) и др.)
- Технологический университет «Туси» (М. Вахдати (M.Vahdati), Э. Садеджиния (E.Sadeghinia), А. Шокухфар (A.Shokuhfar))
- Гуандунский технологический университет, провинция Гуандун (Ян Ц.-с. (Q. S. Yan), Гао В.-ц. (W. Q. Gao) и др.) - Китайский университет Цзи Лян, провинция Чжэцзян (Сюй Л.-цз., L. J. Xu) - Ляонинский университет науки и технологии, провинция Ляонин (Чэнь Я. (Y. Chen), Янь Ф. (F. Yan), Чжу Ц.-ц. (C. Q. Zhu) и др.) - Тайюаньский технологический университет, провинция Шаньси (Чэн Хунлин (Cheng Hongling), Ли Вэньхуэй (Li Wenhui), Ян Шичунь (Yang Shichun), Яо Синьгао (Xingao Yao), Дин Яньхун (Yanhong Ding) и др.) - Чанчуньский университет науки и технологии, провинция Гирин (Чжан Шужэнь (Shuren Zhang), Ян Лифэн (Lifeng Yang), У Госян (Guoxiang Wu) и др.) - Чжэцзянский технологический университет, провинция Чжэцзян (Цзи Шимин (Shiming Ji), Чэнь Года (Guoda Chen) и др.) - Университет Хуа Чао, провинция Фуцзянь (Фан Цз.-ц. (J.C. Fang), Чжао Цз. (Z.Y. Zhao) и др.) - Хунаньский университет Юэлушань, провинция Хунань (Инь Шаоху\й (Shaohui Yin) и др.) - Шанхайский транспортный (Цзяотун) университет, город Шанхай (Ван Янь (Yan Wang), Ху Дэцзинь (Dejin Hu)) - Шэньянский Северо-Восточный университет, провинция Ляонин (Сунь (Y. P. Sun), Юань С.-с. (S. X. Yuan), Фэн Б.-ф. (B.F.Feng), Цай Г.-ц. (G.Q.Cai), Ши Цз.-с. (J.S.Shi), Ху Г.-ф. (G. F.Hu) и др.)
- СПбГПУ (Ю. М. Барон) - ОГТУ (В. А. Литвиненко) – Горный университет (Кексин А.И., Попов М.А.) - АГТУ (Иконников А.М.)
- Трансильванский университет (Т. Дяконеску (Т. Deaconescu), А. Дяконеску (А. Deaconescu) и др.)
- г. Канзас (Л. Гиллеспи (LaRoux K. Gillespie)) - Компания MATI (Г. Кремень (G. Kremen)), Л. Игельштейн (L. Igelshteyn), С. Фейгин (S. Feygin) и др.) - Государственный Университет Оклахомы (Мин Цзян (Ming Jiang), Р. Командури (R.Komanduri))
- Национальный центральный университет в Чунли (Чан Гэнвэй (Geeng-Wei Chang), Янь Бинхуа (Biing-Hwa Yan), Чэн Цунжэнь (Tsung-Jen Cheng))
- КПИ (В.С. Майборода и др.) - ДонНТУ (Матюха П.Г., Гусев В.В. и др.)
- Корейский институт передовой науки и технологий (Чхве Минсок (Min-Seog Choi)) - Национальный университет Пугён, Пусан (Ли Джунъин (Jung-In Lee), Квак Джэсоп (Jae-Seob Kwak), Кан Дэмин (Dae-Min Kang) и др.) - Университет Конгук (Ко С.-л. (S.-L. Ko), Пак Ч.-и. (J. I. Park)) - Университет Мёнджи (Ким Хинам (Hee-Nam Kim), Со Дихва (Dea-Wha Soh)) - Университет Сеён (Ким Джонду (Jeong-Du Kim))
- Университет Утсуномия (Т. Симмура (Takeo Shinmura), Я. Дзоу (Y. Zou), Х. Ямагути (Hitomi Yamaguchi), А. Кобаяси (A. Kobayashi)) - Политехнический колледж в Канто (Х. Фудзита (Hideki Fujita)) - Университет Яманаси (О. Сигиура (O. Sigiura)) - Нагойский университет (Т. Мори (T. Mori), К. Хирота (K. Hirota) и др.) - М. Андзай (Masahiro Anzai), Т. Имахаси (T. Imahashi) и др.
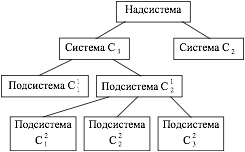
Классификация по трём признакам :
Схемы МАО I группы:
а) Обработка наружных цилиндрических или фасонных поверхностей вращения (рисунок 1а). Для этого заготовку 1 помещают между полюсами электромагнита постоянного тока. Зазоры между полюсами 2 и обрабатываемой поверхностью заполняют магнитно-абразивным порошком 3. При этом образуется своеобразный абразивный инструмент, копирующий форму обрабатываемой поверхности. Жесткостью этого инструмента можно управлять, изменяя напряженность магнитного поля в рабочих зазорах. Магнитное поле удерживает порошок в зазорах и прижимает его к обрабатываемой поверхности. Необходимые для обработки движения резания — вращение и осцилляция заготовки вдоль оси.
б) Обработка наружных цилиндрических и фасонных поверхностей вращения небольших диаметров с консольным закреплением заготовок (рисунок 1б) . Обработке одновременно подвергают несколько заготовок 5, каждая из которых закреплена в отдельном шпинделе. Кольцевая ванна 4 выполнена из немагнитного материала и заполнена магнитно-абразивным порошком. По внутреннему и наружному периметрам ванны размещены полюсы электромагнитов противоположной полярности. При их включении порошок образует внутри ванны абразивную среду с регулируемой жесткостью. Заготовкам сообщают три рабочих движения: вращение вокруг собственных осей, осцилляцию вдоль оси и перемещение вдоль средней окружности кольцевой ванны.
в) Обработка винтовых поверхностей (рисунок 1в) . Заготовку помещают внутрь цилиндрической немагнитной камеры 9, укрепленной между полюсами электромагнита 8 постоянного тока, который при включении сообщает магнитно-абразивной порошковой массе внутри камеры заданную жесткость. При вращении заготовки 10 полируемая резьба, как шнек, стремится вытеснить магнитно-абразивный порошок из камеры, а полированию преимущественно подвергается одна сторона профиля резьбы. Для обработки второй стороны профиля изменяют направление вращения заготовки 10. Одновременно изменяется направление движения порошка.
г) Доводка рабочей поверхности резца (рисунок 1г) . Электромагнит 12 служит для удерживания магнитно-абразивного порошка 13 между полюсами и для изменения его жесткости синхронно с вертикальными осцилляциями резца. При движении резца вверх электромагнит включается, при движении вниз — выключается. Такая синхронизация включений-выключений необходима для предотвращения затупления режущих кромок резца.
д) Обработка внутренней поверхности немагнитного тонкостенного контейнера (рисунок 1д) . Порция магнитно-абразивного порошка 15 силами магнитного поля, наведенного электромагнитом 16, прижата к обрабатываемой поверхности и удерживается от вращения вместе с обрабатываемой деталью.
Схемы МАО II группы:
а) Обработка наружных поверхностей вращения (рисунок 2а). Осцилляция полюсных наконечников сообщает силами магнитного поля дополнительные движения магнитно-абразивному порошку в рабочих зазорах взамен осцилляции заготовки. Такая схема эффективна при магнитно-абразивной обработке на токарных станках, где для шпинделя не предусмотрено осциллирующее вдоль оси движение, а также при обработке массивных заготовок.
б) Обработка плоскостей с помощью индуктора на постоянных магнитах (рисунок 2б). На рабочей торцевой поверхности индуктора 2 по кольцу расположены чередующиеся полюсники и постоянные магниты . Магнитно-абразивный порошок, закрепленный силами магнитного поля на торцевой поверхности индуктора, вращается вместе с индуктором и производит полирование поверхности поступательно движущейся заготовки 1.
в) Обработка линейчатой фасонной поверхности (рисунок 2в). На заготовке 3 с помощью осциллирующего индуктора 4 на постоянных магнитах, сообщающего силы резания и осцилляции зернам магнитно-абразивного порошка, размещенного в рабочем зазоре .
г) Обработка наружной сферической поверхности (рисунок 2г)(а.с. 531715 СССР). Магнитное поле в рабочих зазорах наводится электромагнитом 5 постоянного тока . Обработка осуществляется при вращении заготовки 6 и полюсных наконечников 7; последние передают вращение магнитно-абразивному порошку 8 в рабочих зазорах.
д) Обработка внутренних беговых дорожек на кольцах шарикоподшипников (рисунок 2д)(а.с. 20444 НРБ). Осуществляется при введении внутрь обрабатываемого кольца 9 — вращающегося полюса 10 электромагнита 11 с удерживающимся на периферии его полюса магнитно-абразивным порошком.
е) Обработка внутренних поверхностей труб с помощью вращающегося электромагнита (рисунок 2е)(а.с. 21083 НРБ, а.с. 657978 СССР). Электромагнит имеет несколько секций катушек 12, размещенных в пазах корпуса 13. При этом кольцевые участки 14 становятся противоположно заряженными полюсами, удерживают на себе магнитно-абразивный порошок и передают ему рабочее вращательное движение. Дополнительно электромагнит перемещается вдоль оси трубы, увлекая за собой магнитно-абразивный порошок в рабочих зазорах.
Схемы МАО III группы:
а) Обработка внутренних поверхностей труб (рисунок 3а)(а.с. 55507 СССР). Помещают в трубу 1 магнитно-абразивный порошок 2 и заставляют его вращаться с помощью вращающегося магнитного поля, созданного трехфазным электромагнитным индуктором 3.
б) Обработка поверхностей произвольной формы (рисунок 3б) . Заготовку 4 произвольной формы закрепляют внутри немагнитного контейнера 5, окруженного электромагнитами 6. При поочередных импульсных включениях электромагнитов масса магнитно-абразивного порошка 7 перемещается внутри контейнера по направлению к включенному в данный момент электромагниту.
в) Обработка нижней поверхности листового материала (рисунок 3в). Листовой материал 8, протягивается между электромагнитом 9 и контейнером 10, содержащим магнитно-абразивный порошок 11 (Пат. 1507495 Франция).
Хомич Н. С. Магнитно-абразивная обработка изделий : монография. — Мн. : БНТУ, 2006. — 218 с. — 100 экз. — ISBN 985-479-550-0 .
Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов. — Л. : Машиностроение, 1986. — 176 с. — 7400 экз.
Сакулевич Ф. Ю. Основы магнитно-абразивной обработки. — Мн. : Наука и техника, 1981. — 328 с. — 1000 экз.
Барон Ю. М. Технология абразивной обработки в магнитном поле. — Л. : Машиностроение, 1975. — 128 с. — 7000 экз.
Коновалов Е. Г., Сакулевич Ф. Ю. Основы электро-ферромагнитной обработки. — Мн. : Наука и техника, 1974. — 272 с. — 1350 экз.