Электрическая дуговая сварка
- 1 year ago
- 0
- 0

Конденса́торная сва́рка ( англ. Capaсitor discharge welding ) — разновидность контактной сварки , называемой ещё импульсной. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов .
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек , втулок , гвоздей крепления изоляции, лепестков заземления . Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов . Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции :274 .
Конденсаторная сварка является разновидностью контактной сварки , в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости . Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс ). Это минимизирует зону термического влияния в сварном соединении . Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения .
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную. Преимуществом последней, является простота конструкции. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей мощностью. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки . При бестрансформаторной конденсаторной сварке приходится ограничивать напряжение зарядки конденсаторов и, соответственно увеличивать их емкость, что приводит к увеличению времени сварки и ограничению нижнего предела толщин свариваемого материала.
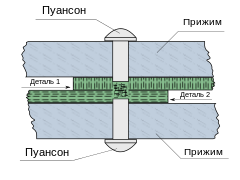
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку .
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до 12 мм . Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм . Это служит двум целям :