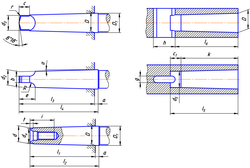
Конус инструментальный
- 1 year ago
- 0
- 0

Заточка режущего инструмента — вид металлообработки по созданию или исправлению режущей кромки на различных инструментах — ножах, ножницах, свёрлах, резцах и т. д.
После заточки режущая кромка может подвергаться более тонкой дополнительной обработке — доводке и полировке, для придания ей необходимой степени заострения.
Качество заточки зависит не только от применяемых абразивов. В зависимости от заточки и от вида стали, используемой для ножа, можно получить нож, который разрежет кусок войлока 10 раз и затупится, а можно и нож, который может разрезать кусок войлока более ста раз.

Заточка металлорежущего инструмента — операция, обеспечивающая надлежащие режущие свойства инструмента путём придания их рабочим поверхностям определённой геометрической формы.
Заточка инструмента выполняется не только при производстве инструмента, на инструментальном производстве, но и в течение срока его службы по мере необходимости, по мере затупления.
Качество заточки инструмента определяет производительность обработки резанием и чистоту получаемых этой обработкой поверхностей. Плохо заточенный инструмент очень быстро «садится», то есть окончательно теряет необходимую геометрию режущих поверхностей и становится непригодным для использования .

Заточка металлорежущего инструмента, изготовленного из инструментальной стали , производится шлифовальными электрокорундовыми кругами, твёрдосплавного инструмента — карборундовыми кругами. Несмотря на то, что заточка резцов со сменными твердосплавными пластинками не предусмотрена, в отдельных случаях возможно переточить такую пластинку, не имеющую выкрашивания по режущей кромке.
В зависимости от формы и типа металлорежущего инструмента применяются круги тарельчатой, чашечной или плоской формы .
Заточка инструмента производится как с применением охлаждающей жидкости , так и без неё .
Существуют также способы безабразивной заточки инструмента — электрическая заточка (анодно-механический и электроконтактный) и химико-механическая шлифовка. Наибольшее распространение получила анодно-механическая заточка (см. , Электроэрозионная обработка ).
После заточки инструмент подвергается , которая придаёт лезвиям и рабочим поверхностям инструментов высокую чистоту.







