Красные маки (вокально-инструментальный ансамбль)
- 1 year ago
- 0
- 0

Ко́нус инструмента́льный — конический хвостовик инструмента ( сверло , зенкер , фреза , развёртка , зажимной патрон , электрод контактной сварки ) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.

Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 ( англ. Morse taper, MT0-MT7 , нем. Morsekegel, MK0-MK7) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26" до 3°00’52", уклон конуса от 1°25’43" до 1°30’26") в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.» . В российском стандарте конус КМ7 отсутствует, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
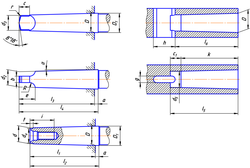
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации: с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше, чем , фиксация хвостовика в гнезде может также происходить только за счёт сил трения без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ) .
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса выбрана конусность ровно 1:20 (угол конуса 2°51’51", уклон конуса 1°25’56") и названа метрический конус ( англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конусы № 4 и № 6 ( англ. ME4, ME6) и большие метрические конусы № 80, 100, 120, 160, 200 ( англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D 1 | d | d 1 | d 2 | d 3 max | d 4 max | d 5 | l 1 max | l 2 max | l 3 max | l 4 max | l 5 min | l 6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | - | - | - | 2,5 | 3 | 23 | 25 | - | - | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | - | - | - | 4 | 4,6 | 32 | 35 | - | - | 34 | 29 | |
| Морзе | КМ 0 | 1:19,212 | 9,045 | 9,2 | 6,4 | - | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ 1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ 2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ 3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ 4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ 5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ 6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ 7 | 1:19,231 | 83,058 | - | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
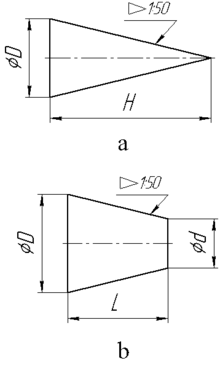
Для многих применений длина конуса Морзе оказалась избыточной, поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных «удалением» примерно половины исходных конусов. Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конусы ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a конуса, у которых осталась более тонкая часть, а с буквой b — более толстая).

Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конусы, изготовленные по разным стандартам, не всегда взаимозаменяемы.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одного типоразмера одинаков. Угол конуса 16°35’40". В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей одного типоразмера.

| Типоразмер | D | L | Резьба штревеля | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A , U , J . Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D ) или боковой через фланец (буквой F ).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конусы обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK -конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper , полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах . Стандарты на эти конусы ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F, T . Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный. HSK-T используется на токарно-фрезерных станках для возможности установки резцов в шпиндель при токарной обработке. У HSK-T шпонка выполняется точнее, чем у других конусов, для точной установки вершины резца. HSK-A и HSK-T взаимозаменяемы.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal . По сути сходен с HSK, но не получил массового распространения. Конструкция КМ не запатентована.


Конус Capto , разработанный компанией Sandvik Coromant , сегодня продвигается как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623 .
В сечении он представляет собой треугольник со скругленными краями и выгнутыми (есть вогнутые и выпуклые) сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жёсткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3...C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
При всей своей привлекательности этот конус не отвечает требованию концентрации износа. (То есть при превышении нагрузки на шпиндель — сгорит шпиндель, но Capto не провернется)
По внешнему виду и сферам применения похожи на конусы Морзе . Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.

Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.

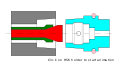
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Конусность 1:50 имеют установочные штифты , применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развёрнутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34' .
Конусы насадных развёрток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55' .
Конусы шпинделей крупных токарных и расточных станков и хвостовиков инструментальных оправок. ГОСТ 25557-2016
Резьба обсадных труб 6 5/8", бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклёпки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Пробковые краны, центры упорные для тяжёлых станков, конусы инструментов (ГОСТ 7343—72).
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Зажимные цанги.
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Отверстия под оправки в столах зубодолбёжных станков.