Электрическая дуговая сварка
- 1 year ago
- 0
- 0

Дуговая сталеплавильная печь — электрическая , в которой используется тепловой эффект электрической дуги для плавки металлов и других материалов. Используется для производства легированных сталей .
В обозначении дуговой сталеплавильной печи, как правило, присутствует её ёмкость в тоннах (например, ДСП-12). Диапазон печей варьируется от 1 до 400 тонн . Температура в ДСП может достигать 1800 °C . Основными элементами дуговой сталеплавильной печи (ДСП) являются: рабочее пространство, включающего в себя ванну и верхнее пространство над ванной, механизм перемещения электродов с электрододержателями, электрооборудование, система регулирования электрических режимов. Рабочее пространство образуется огнеупорной футеровкой, сделанной из кирпичной кладки и набойки. Футеровка может быть кислой, основной, нейтральной. Она разделяется на три части: свод, стенки и под. Ванна — это часть рабочего пространства, вмещающая жидкую сталь и шлак. Верхнее пространство над ванной — это часть рабочего пространства, которое предназначено для размещения первоначального объёма твердой (кусковой) шихты и отдаления свода печи от ванны и электрических дуг. Электрододержатели — часть конструкции механизма перемещения электродов, предназначенная для зажима и удержания электродов. Могут быть клещевидными или клиновыми. Электрооборудование дуговой сталеплавильной печи включает в себя оборудование печной подстанции, обеспечивающее электропитание печей, и оборудование, снабжающее энергией технологические механизмы печи: перемещения электродов, открытие-закрытие свода, наклона печи и т. д.
Система регулирования электрических режимов включает в себя комплекс средств, обеспечивающих поддержания необходимых значений тока, напряжения, мощности. Основу этой системы составляет регулятор мощности электрической дуги. производится программно-адаптивным регулятором, который с помощью привода перемещает электроды в вертикальной плоскости. Известны регуляторы электрической дуги с электромеханическим приводом, которые вследствие своей инерционности не получили большого распространения и сейчас практически полностью вытеснены регуляторами с электрогидравлическим приводом. Перемещение электрода вверх или вниз изменяет длину дуги и величину электрических характеристик: при перемещении электрода вверх длина дуги увеличивается, что приводит к увеличению напряжения и снижению силы тока; при перемещении электрода вниз длина дуги уменьшается, что приводит к увеличению силы тока и уменьшению напряжения. При касании электродом твердой шихты возникает короткое замыкание.
Принцип регулирования мощности состоит в регулировании длины дуги на выбранной ступени напряжения трансформатора. Переключение ступеней напряжения трансформатора осуществляется с централизованного пункта. Практикуется также использование дифференциальных регуляторов мощности, использующих в своей структуре тиристоры. Они реализуют способ регулирования мощности на основе поддержания постоянства отношения напряжения к силе тока и используют обратную связь по частоте вращения электродвигателя привода электродов .
Как правило, ДСП имеет индивидуальное электроснабжение через так называемый «печной» трансформатор , подключённый к высоковольтной линии электропередач. Мощность трансформатора может достигать 300 МВА. Его вторичное напряжение находится в пределах от 50 до 300 В (в современных печах до 1200 В), а первичное от 6 до 35 кВ (для высокомощных печей до 110 кВ). Вторичное напряжение регулируется при помощи ступенчатого переключателя, который сохраняет свою работоспособность также и в режиме плавки.
Плавка стали производится в рабочем пространстве печи, которое ограничено сверху куполообразным сводом, снизу и с боков, соответственно, сферическим подом и стенками, кожух которых изнутри выложен огнеупорным материалом. Съёмный свод может быть набран из огнеупорных кирпичей, опирающихся на опорное кольцо, или, как и стенки печи, может быть сделан из водоохлаждаемых панелей. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токопроводящие графитовые электроды, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь обычно питается трёхфазным электрическим током, также существуют печи постоянного тока. Современная мощная дуговая печь используется преимущественно как агрегат для плавки шихты и получения жидкого полупродукта, который дальнейшей обработкой доводят до требуемого химического состава.
Плавка включает в себя несколько этапов: плавление, окислительный период, восстановительный период. Каждый из режимов требует решения вопроса о рациональном распределении мощности по этапам процесса, формирующем директивные графики плавки. В начальный момент плавления твердой шихты не подводят максимальную мощность, чтобы не допустить термического износа футеровки, так как электроды открыты. В результате формирования электрической дуги в твердой шихте начинается проплавление колодцев. Электроды, опускаясь в колодцы, экранируются шихтой от футеровки, что дает возможность перейти в режим максимальной мощности. После полного расплавления шихты электроды снова открываются и для предотвращения термического износа футеровки подводимая мощность снова уменьшается. Поиск оптимальных директивных графиков ведения плавки относится к числу наиболее важных задач, так как преследует цель снижения затрат технологической электроэнергии.
Впервые в мире возможность использования дуги для плавления металлов была показана В. В. Петровым в 1803 году. Петров показал, что с помощью такой дуги можно не только расплавлять металлы, но и восстанавливать их из окислов, нагревая их в присутствии углеродистых восстановителей. Кроме того, ему удалось получить сваривание металлов в электрической дуге.
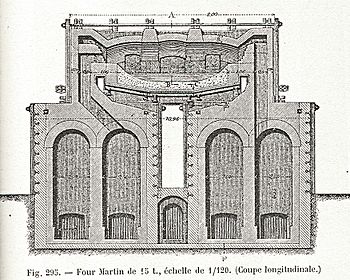
В 1810 году Гемфри Дэви провёл экспериментальную демонстрацию горения дуги. В 1853 году Пишон попытался построить электротермическую печь. В 1878-79 годах Вильгельм Сименс получил патент на электрическую печь дугового типа. В 1899 году первая дуговая сталеплавильная печь прямого действия, построенная Эру .
Хотя ДСП применялись во время второй мировой войны для получения сплавов стали, широкое распространение получила только после её окончания.

Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты . В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги ) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака . Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла.
Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвейерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струёй сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака ещё и шлакообразующие материалы.
Использование электрической энергии (электрического тока), возможность расплавить шихту (металлолом) практически любого состава, точное регулирование температуры металла и его химического состава подтолкнуло промышленность к использованию ДСП в ходе второй мировой войны для производства легированной стали, качественного литья и, как следствие, деталей оружия и боеприпасов . Сегодня дуговые сталеплавильные печи производят различные сорта сталей и чугунов, а также могут являться источником сырья (полупродукта) для АКП и МНЛЗ .
Высокий местный перегрев под электродами; трудность перемешивания и усреднения химического состава стали; значительное количество продуктов горения и шума во время работы.
Основными задачами автоматизированного управления процессом плавки являются:
Современные взгляды на вопросы автоматизированного управления процессами электродуговой плавки основаны на необходимости решения двух задач: создание оптимальной структуры электродуговых печей как электротехнологических комплексов и синтез оптимального управления физико-химическими процессами, протекающими в системе «расплав — футеровка — шлак — атмосфера».
| Отопительные | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Отопительно-варочные | |||||||||||
| Кухонные | |||||||||||
| Промышленные |
|
||||||||||
|
Основные
процессы |
|

|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Основные
агрегаты |
|
|||||||||||
|
Основные продукты
и материалы |
|
|||||||||||