Технологии упрочнения металлов
- 1 year ago
- 0
- 0

Финишное плазменное упрочнение (ФПУ) — безвакуумный и бескамерный процесс струйного плазмохимического нанесения кремнийсодержащих покрытий из газовой фазы с одновременной плазменной активацией газового потока и поверхности, на которую осаждается покрытие.
Разработчиками данной технологии является коллектив ученых и специалистов Санкт-Петербургского политехнического университета Петра Великого и научно-производственной фирмы ООО «Плазмацентр». Первые публикации о новом процессе появились в конце восьмидесятых - начале девяностых годов . В это же время технология и конструктивные элементы оборудования для ФПУ в рамках сотрудничества были переданы в ряд высших учебных заведений России и Республики Беларусь, где впоследствии проводились исследования и защищались диссертации по этой тематике.
Научные основы ФПУ авторами процесса обобщены в монографии, изданной в 2008 и 2013 годах. . Патентные права на основные принципы технологии ФПУ принадлежат научно-производственной фирме ООО «Плазмацентр» .
Название технологии «финишное плазменное упрочнение» ( англ. finish plasma hardening, finishing plasma strengthening) связано с её основным назначением - и надежности деталей на финишной стадии их изготовления или ремонта за счет нанесения при атмосферном давлении тонкопленочных плазменных покрытий из газовой фазы. При этом геометрические размеры деталей не изменяются, а поверхность приобретает новые полифункциональные свойства. Для нанесения покрытия используется дуговой разряд плазменного источника энергии.
ФПУ применяется для создания на рабочих поверхностях деталей машин, механизмов и оборудования, инструмента, технологической оснастки, изделий медицинского назначения покрытий, обеспечивающих износостойкость , химическую инертность, коррозионную стойкость, , жаростойкость , , антисхватывание, стойкость против фреттинг-коррозии , диэлектрические, барьерные, биосовместимые, бактерицидные и другие свойства. Плазмохимическое нанесение тонкопленочных кремнийсодержащих покрытий может осуществляться как на металлические, так и полимерные материалы.
Эффект от ФПУ достигается за счет создания поверхностного слоя:
- с элементным составом и структурой, отвечающей правилу Шарпи или дисперсионно упрочненной наночастицами ;
- с эффективными трибологическими характеристиками - низкими коэффициентом трения, длительностью приработки, тепловыделением при трении ;
- с оптимальными физико-механическими свойствами для защиты от износа - стойкости к упругой деформации (индекс пластичности), стойкости к пластической деформации, упругого восстановления, близости модулей упругости покрытия и подложки ;
- с низким коэффициентом износа, замеряемым в условиях микроабразивного изнашивания ;
- с оптимальным коэффициентом адгезии, определяемым склерометрическим методом как отношение силы на индентор в момент окончания прохождения толщины покрытия, к силе на индентор, при которой появляются первые трещины или отслоения ;
- с рациональной толщиной покрытия относительно параметров шероховатости подложки ;
- с химической инертностью, в том числе сульфоинертностью ;
- с минимизацией зон скопления микроорганизмов ;
- с возможностью биоактивной фиксации с костной тканью ;
- со сжимающими остаточными напряжениями ;
- с залеченными трещинами и микродефектами ;
- с повышенной маслоудерживающей способностью;
- обладающего гидрофильностью;
- с диэлектрическими свойствами;
- с коррозионностойкими свойствами;
- с низким коэффициентом теплопроводности;
- с повышенной радиационной стойкостью.
В соответствии с, международной классификацией методов нанесения тонкопленочных покрытий ФПУ относится к химическому осаждению покрытий из газовой (паровой) фазы ( англ. chemical vapor deposition - CVD) стимулированного плазмой ( англ. plasma enhanced CVD - PECVD) или ассистированного плазмой ( англ. plasma assisted CVD - PACVD). В этих технологиях покрытие образуется на границе раздела двух фаз (газ - твёрдое тело) в результате химических гетерогенных реакций, протекающих вблизи от поверхности, на поверхности и в приповерхностном слое подложки. Газовая фаза при ФПУ состоит из смеси паров летучих малотоксичных элементоорганических или металлоорганических и неорганических жидких соединений с газом-аргоном, плазмообразующим и защитным газами. Процесс химического осаждения покрытий с использованием металлоорганических соединений в англоязычной литературе называется metalorganic chemical vapor deposition ( MOCVD ).
Используемая при ФПУ газовая смесь поступает в малогабаритный электродуговой плазменный реактор постоянного тока струйного действия, функционирующий при атмосферном давлении. В англоязычной литературе близкие по сущности процессы имеют названия - Atmospheric pressure plasma enhanced CVD (AP - PECVD), Atmospheric pressure plasma assisted CVD (AP - PACVD), PАCVD by cold atmospheric plasma (PACVD - CAP), Atmospheric-Pressure DC Plasma Jet Reactor (APDCPJR).
Плазменная активация при ФПУ связана с воздействием «холодной» низкотемпературной атмосферной плазмы ( англ. cold atmospheric pressure plasma) как на газовую фазу, так и на модифицируемую поверхность в условиях генерирования удалённой плазмы ( англ. remote plasma enhanced chemical vapour deposition - RPECVD). При этом плазменная активация газовой фазы обеспечивает быстрое термическое разложение вводимых паров и увеличение скорости осаждения покрытия. Плазменная активация поверхности, на которую наносится покрытие, служит для удаления адсорбированных веществ, повышения химической активности и адгезионной способности поверхностного слоя. Применение удаленной плазмы с учетом разнесения зон её возбуждения и роста покрытия минимизирует тепловую нагрузку на подложку.
Нанесение покрытия на заданную поверхность при ФПУ осуществляется при перемещении плазменной струи со скоростью 3-150 мм/с с учетом образования перекрывающихся полос покрытия шириной 8-15 мм. При ФПУ нагрев изделий не превышает 60-150 °C. После ФПУ поверхности с покрытием в зависимости от исходных параметров подложки могут даже улучшиться.
Основными стадиями ФПУ с точки зрения кинетической модели образования покрытия являются:
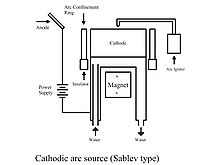
· генерирование аргоновой плазмы дугового разряда постоянного тока с образованием заряженных энергетических (электронов и ионов) и нейтральных химически активных частиц (свободных атомов и радикалов);
· подача паров жидких прекурсоров (летучих элементоорганических и неорганических жидкостей и газа носителя) в поток аргоновой плазмы, формируемый в малогабаритном плазмохимическом реакторе;
· диссоциация при столкновении с быстрыми электронами аргоновой плазмы молекул паров прекурсоров с образованием новых заряженных энергетических и нейтральных химически активных частиц;
· направленная доставка совместно с потоком аргоновой плазмы химически активных частиц к поверхности подложки;
· адсорбция химически активных частиц на подложке с одновременной плазменной активацией аргоновой плазмой поверхности для создания активных центров адсорбции;
· поверхностная диффузия адсорбированных молекул;
· вступление в химические реакции адсорбированных химически активных частиц с образованием структурных единиц осаждаемого покрытия;
· удаление побочных продуктов реакций.
Англоязычный вариант обозначения процесса ФПУ в соответствии с приведенной моделью образования покрытия - PACVD cold atmospheric pressure plasma (PACVD CAPP) или Atmospheric Pressure DC Plasma Jet Reactor (APDCPJR).
Основные отличия процесса ФПУ от традиционного CVD процесса состоят в следующем:
1. При CVD процессах изделие для нанесения покрытия помещается в стационарный проточный реактор - камеру, куда подаются газы или пары одного или нескольких прекурсоров , вступающих в реакцию и/или разлагающихся на поверхности или вблизи поверхности нагретого изделия, при этом на всех его поверхностях осаждается покрытие. При ФПУ реактор, имея минимальные размеры, может перемещаться относительно неподвижного или движущегося изделия, тем самым обеспечивается нанесение покрытия только на заданную поверхность, то есть селективно.
2. CVD процессы, в основном, проводятся при атмосферном давлении в закрытых высокотемпературных реакторах-камерах при термической активации деталей, а в качестве реакционных веществ используются токсичные газы. При ФПУ применяются пары летучих жидких элементоорганических и неорганических прекурсоров, обеспечивающих повышенный уровень экологической безопасности за счет их малотоксичности и взрывобезопасности. При этом возможно получение необходимого химического состава покрытия из материала единой субстанции. Температура нагрева изделий при ФПУ может составлять 60-400 °С, высокотемпературные камеры не используются.
3. При осаждении покрытий CVD методом требуется значительный расход прекурсоров, приводящий к повышенному образованию побочных газообразных продуктов химических реакций, удаляемых из реактора с потоком газа. При ФПУ в связи с малогабаритностью плазмохимического реактора используется минимальное количество вводимых паров прекурсоров с удалением побочного газообразного продукта мобильным фильтровентиляционным агрегатом.
4. В CVD методе для уменьшения температуры нагрева изделий до 450-550 °С используется дополнительно к термической активации процесс плазменной активации, который осуществляется в вакууме. Для генерирования плазмы при вакуумных CVD процессах применяются, в основном, тлеющий или высокочастотный разряды, которые характеризуются объемным (распределенным) воздействием на газовую среду и на все изделие. При ФПУ применяется дуговой разряд постоянного тока, генерируемый при атмосферном давлении без вакуума, с образованием скоростной плазменной струи, которая доставляет химически активные частицы только на локальный участок поверхности с одновременной его активацией.
5. Воспроизводимость свойств покрытий при CVD процессах определяется температурными условиями на поверхности детали, что зависит от температуры стенок реактора, осаждения на них продуктов реакций, в основном, не теплопроводных (последнее условие требует постоянной чистки камеры), расположения деталей в камере относительно нагревательных устройств, разнотолщинности деталей. При ФПУ покрытие наносится локально при более предсказуемых температурных условиях.
Основные достоинства процесса ФПУ - это осуществление процесса без вакуума и камер, минимальный интегральный нагрев детали, не превышающий 60-150 °С, возможность нанесения покрытий локально, на деталях различных габаритов, в любом пространственном положении, в труднодоступных зонах, при использовании малогабаритного, мобильного и экономичного оборудования.
Основные виды покрытий, наносимые методом ФПУ, применяются для повышения долговечности и надежности инструмента, штампов, пресс-форм, ножей, деталей машин и механизмов, медицинского инструмента, для предотвращения образования углеродистых отложений (нагара, лака, шлама), связанных с горением топлива, с высокотемпературным и окислительным воздействием компонентов масла, обеспечения биосовместимых и бактерицидных свойств имплантатов и деталей имплантационного назначения, стоматологических и других изделий.
Отдельные фильмы о практическом применении процесса ФПУ размещены в YouTube по ключевым словам «финишное плазменное упрочнение».
Для нанесения покрытий при ФПУ используются жидкие прекурсоры на основе элементоорганических и неорганических жидкостей семейства СЕТОЛ (SETOL), суммарный годовой расход которых при односменной работе оборудования составляет примерно 0,5 литра. Подача паров жидких прекурсоров в плазмохимический реактор осуществляется газом-носителем, который пробулькивается сквозь жидкость или проходит над её поверхностью, захватывая некоторое количество реагентов. Скорость подачи жидких реагентов имеет нелинейную зависимость от расхода и давления газа-носителя, длине линии подачи реагентов и уровня жидких реагентов в ёмкостях. Покрытия являются аморфными или аморфно-кристаллическими, благодаря использованию прекурсоров, имеющих в своем составе элементы - аморфизаторы (такие как бор, кремний и другие), а также в связи с высокими скоростями охлаждения наносимого покрытия, равными (10 10 -10 12 ) К/с.
Осаждаемые при ФПУ покрытия на основе соединений кремния толщиной до 2 мкм являются прозрачными. Интерференционная окраска многослойных кремнийсодержащих покрытий видимых в отраженном свете в зависимости от их толщины - от фиолетово-голубого до зелено-красного.
Покрытия могут быть мультислойными с толщиной монослоев 5-50 нм. Для нанесения, например, трибологических покрытий с низким коэффициентом трения используется до 250 монослоев, которые могут иметь как одинаковый, так и разный элементный состав.
Отдельные характеристики наносимых покрытий: повышенная твердость, химическая инертность, устойчивость к окислению при температурах до 1200 °С, высокая сопротивляемость усталостному разрушению в условиях циклических нагрузок и вибраций, низкий коэффициент трения (до 0,03), повышенная адгезия к различным подложкам, высокое удельное электрическое сопротивление (порядка 10 6 Ом∙м).
Покрытия обладают радиационной стойкостью, поэтому могут использоваться для упрочнения, например, режущего инструмента, работающего в условиях воздействия жесткого ионизирующего излучения.
Для реализации процесса ФПУ были разработаны установки типа УФПУ-110, УФПУ-111, УФПУ-112, УФПУ-113, УФПУ-114, УФПУ-115, УФПУ-БПУ-115 и др. В настоящий момент выпускается оборудование с вводом паров одновременно от 3-х видов прекурсоров.
Технология и оборудование для ФПУ используется, например, для упрочнения режущего инструмента и деталей технологической оснастки в различных российских и зарубежных компаниях.
Оборудование ФПУ для научных и учебных целей используется в 9 университетах России, Республике Беларусь, Мексике.
Технология ФПУ для различных практических применений исследовалась многими учеными и специалистами. Ниже приводятся наиболее важные публикации по этим исследованиям: