Электрическая дуговая сварка
- 1 year ago
- 0
- 0

Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей.
Этим видом сварки производится полуавтоматическая, автоматическая в различных пространственных положениях, чёрных и цветных металлов и сплавов широкого диапазона толщин.
Процесс диффузионной сварки в вакууме был разработан в 1953 году Н. Ф. Казаковым .
Определения и сущность диффузной сварки описаны в ГОСТ 19521-74.
Диффузионная сварка производится воздействием давления и нагревом свариваемых деталей в защитной среде. Перед сваркой поверхность детали обрабатывают по 6 классу шероховатости и промывают для обезжиривания ацетоном.
Температура нагрева составляет 0,5 – 0,7 от температуры расплавления металла свариваемых деталей. Высокая температура обеспечивает большую скорость диффузии и большую пластичность деформирования металла. При недостаточной диффузии в сварке используют металлические прокладки (фольга из припоя ВПр7 толщиной 0,1 – 0,06 мм.) или порошок ( ), прокладываемые в месте сварки. Перед сваркой фольгу приваривают к поверхности одной из деталей с помощью контактной сварки. В процессе сварки прокладка расплавляется.
Процесс сварки осуществляется с использованием разных источников нагрева. В основном применяют индукционный, радиационный, электронно-лучевой нагрев, нагрев проходящим током, тлеющим разрядом или в расплаве солей.
Сварка протекает при давлении в камере – 10 −2 мм. рт. ст. или в атмосфере инертного газа (иногда водорода ). Вакуум или защитная атмосфера предохраняет свариваемые поверхности от загрязнения.
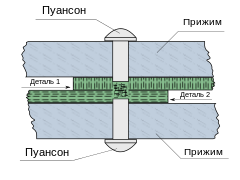
Сварка производится сжатием деталей с давлением 1 – 4 кгс/мм 2 . Давление, применяемое при способах сварки без расплавления материалов, способствует разрушению и удалению окисных плёнок и загрязнений на поверхности металла, сближению свариваемых поверхностей до физического контакта и эффективного атомного взаимодействия, обеспечению активации поверхностей для протекания диффузии и рекристаллизации. Различается сварка с высокоинтенсивным силовым воздействием (свыше 20 МПа) и сварка с низкоинтенсивным силовым воздействием (до 2 МПа).
Диффузионная сварка походит в две стадии:
Для проведения диффузионной сварки выпускается оборудование, различаемое по степени вакуумирования: с низким вакуумом (до 10 -2 мм рт. ст.), со средним вакуумом (10 -3 ...10 -5 мм рт. ст.), с высоким вакуумом (свыше 10 -5 мм рт. ст.), с защитным газом разной степени давления.
Для нагрева деталей применяют индукционный нагрев токами высокой частоты, электроконтактный нагрев током, радиационный нагрев электронагревателем.
В установках используют гидравлические или механические системы давления. Установки бывают с ручным управлением, полуавтоматические и автоматические с программным управлением. Автоматы применяются в крупносерийном или массовом производстве.
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
Казаков Н. Ф. Диффузионная сварка материалов. М Изд. Металлургия, 1976.
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |