Электрическая дуговая сварка
- 1 year ago
- 0
- 0


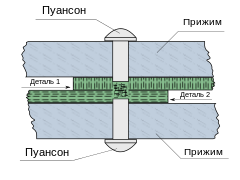
Сварка оплавлением металлов — один из способов контактной стыковой сварки . При сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают с заданной скоростью. При соприкосновении деталей в образующихся отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Часть выделившегося при этом тепла безвозвратно теряется в атмосфере с брызгами металла, другая часть благодаря теплопроводности накапливается в стыке. Накопление тепла в процессе непрерывного образования и разрушения контактов — перемычек обеспечивает нагрев торцов деталей. К концу процесса нагрева на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивается скорость сближения деталей. Торцы соединяются, большая часть жидкого металла вместе с поверхностными плёнками и частью твердого металла выдавливается из зоны сварки, образуя утолщение — грат. Сварочный ток выключается во время осадки деталей. Основная технологическая роль оплавления заключается в нагреве деталей до образования на торцах слоя расплавленного металла и в получении соответствующего распределения температур в околошовной зоне для проведения последующей осадки и удаления расплава и оксидов .

Преимуществами стыковой сварки оплавлением являются: высокая производительность; относительно низкий расход электроэнергии при высоком КПД; простота подготовительных операций; возможность соединения большой номенклатуры материалов, в том числе разнородных материалов; простота управления, благодаря автоматизации оборудования; стабильно высокое качество сварных соединений, так как остатки перегретого металла и разрушенной оксидной пленки не остаются в стыке, а вытесняются наружу вместе с гратом в процессе осадки .
Процесс оплавления может быть прерывистым и непрерывным. Сварка оплавлением имеет преимущества перед сваркой сопротивлением: торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы. Стыковую сварку оплавлением применяют для соединения заготовок сечением до 100 000 мм 2 . Типичными изделиями являются элементы трубы, колеса, кольца, рельсы , железобетонная арматура, листы, ленточные пилы. Контактная сварка оплавлением — один из широко распространённых методов сварки давлением, он позволяет существенно расширить номенклатуру свариваемых материалов по сравнению со сваркой плавлением .
Специализированные машины для сварки оплавлением стали выпускаться к 1930 году. Они были разработаны, в частности, фирмами «Ля судур электрик» (Франция) и « General Electric », обеспечивающие контроль времени выполнения технологического процесса с высокой точностью . В 1933 году ленинградским заводом «Электрик» были выпущены четыре марки машин для контактной сварки различной мощности; при этом мощность машины АСА-3 достигала 6 кВА, а машины АС-75 при непрерывной работе — 75 кВА, при прерывистой работе — 120 кВА (сечение стального проката до 1800 мм 2 , латуни — 600 мм 2 ).
К общим недостаткам контактных машин известных зарубежных производителей можно отнести: расположение зажимов лент не симметричное по отношению к оси сварочного трансформатора не обеспечивает равномерного нагрева лент при термообработке (электромагнитное поле трансформатора смещает линии тока); большие массы подвижных зажимов обуславливают малые скорости осадки при сварке сечений, которые являются минимальными для сварочной машины; процесс оплавления сопровождается выделением большого количества частиц металла в виде брызг и аэрозолей. Поэтому во всех сварочных машинах чрезвычайно уязвимы подшипники каретки подвижного зажима и поверхности медных токоподводящих губок; для шлифовки токоподводов необходимо их снятие со сварочной машины.
{{
citation
}}
:
no-break space character в
|title=
на позиции 77 (
справка
)
{{
citation
}}
:
no-break space character в
|title=
на позиции 91 (
справка
)
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |