Электрическая дуговая сварка
- 1 year ago
- 0
- 0

Лазерная сварка — сварка с использованием лазера в качестве энергетического источника.
Лазерная сварка применяется для сварки радиоэлектронике и электронной технике , она позволяет материалы с толщинами от нескольких микрометров до десятков миллиметров.
Лазерная сварка появилась после изобретения Н. Г. Басовым , А. М. Прохоровым , Х. Таунсом в 60-е годы XX века лазеров, созданием мощных лазерных установок непрерывного и импульсного действия.
К 2019 г. разработан метод сварки стекла с металлом, при помощи пикосекундного лазера.
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в фокусирующую систему, где фокусируется в пучок меньшего сечения и попадает на свариваемые детали, где частично отражается, частично проникает внутрь материала, где поглощается, нагревает и расплавляет металл, формируя сварной шов.
Достоинство лазерного излучения — высокая концентрация энергии: лазерная сварка проводится на плотностях мощности лазерного излучения Е=10 6 — 10 7 Вт/см 2 , что позволяет сваривать разные материалы с толщинами от нескольких микрометров до десятков миллиметров. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. При импульсном лазерном излучении сварной шов образуется сварными точками, их перекрытием на 30—90 %.
Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм) и макросварка (глубина проплавления более 1 мм).
Современные сварочные установки с твердотельными лазерами проводят шовную сварку со скоростью до 5 мм/с с частотой импульсов около 20 Гц. Сварку проводят с использованием присадочных материалов (проволока диаметром около 1,5 мм, лента или порошок); присадка увеличивает сечение сварного шва.
В состав оборудования для лазерной сварки входит лазер, системы фокусировки излучения, газовой защиты изделия, перемещения луча и изделия.
В сварке используют твердотельные и газовые лазеры. Твердотельные лазеры выполняют на основе рубина, стекла с присадкой ионов неодима, алюмоиттриевого граната (АИГ) с неодимом, а также на базе иттербиевого волокна. Газовые лазеры - в качестве рабочего тела используют смесь СO 2 , N 2 и Не.
Российская промышленность выпускает лазерные установки LRS-100-500 HTS-200-500 ЛГТ-2.01, ТЛ-5М, МУЛ-1, ЛТА4-1, ЛТА4-2, установки серии ALFA и ALFA-AUTO . Установки позволяют проводить полуавтоматическую сварку в импульсном режиме с микропроцессорным управлением.
Техническая литература:
|
|
|
|---|---|
| В библиографических каталогах |
|
| Терминология | |
|---|---|
| Электрическая дуговая | |
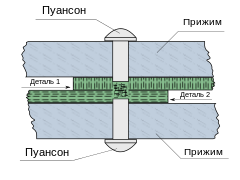
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |