Сва́рка опти́ческого волокна́
— процесс соединения
оптических волокон
(жил оптического кабеля) с помощью высокотемпературной термической обработки. В настоящее время выполняется в автоматическом режиме специальными сварочными аппаратами.
Содержание
Сварочные аппараты
Сварка оптического волокна производится с использованием специальных сварочных аппаратов, которые позволяют провести весь комплекс сварочных работ от совмещения свариваемых концов до защиты соединения.
Современные сварочные аппараты являются промышленными роботами, снабжёнными автоматической системой управления. Управляет аппаратом человек (оператор). Размер современного сварочного аппарата примерно 150*150*150 мм, без выступающих частей.
Аппарат состоит из следующих узлов или блоков:
Блока питания.
Электронного блока. Сюда входят: материнская плата, преобразователь питающего напряжения, блок дуги и т. д.
Механической части. Сюда входят: электроприводы, каретки, V-канавки, оптическая система, печь для термоусадки и т. д.
Монитора (видеоконтрольного устройства).
Полное название сварочного аппарата звучит так: сварочный аппарат для автоматической сварки оптических волокон. После этого обычно называют фирму-производителя и модель.
Все аппараты имеют собственное программное обеспечение, уникальное для каждой модели. Интерфейс пользователя состоит из клавиатуры, меню и монитора. Меню всегда имеет два раздела, открытый — для пользователя и секретный — для сервиса. Секретный раздел меню закрыт паролем или комбинацией клавиш, он используется во время настройки сварочного аппарата.
Современные сварочные аппараты подразделяются на четыре группы:
Сварочные аппараты с выравниванием по сердцевине.
Сварочные аппараты с зафиксированными V-канавками.
Сварочные аппараты с активными V-канавками.
Сварочные аппараты для ленточного оптического волокна.
Процесс сварки
Разделка оптического кабеля. Обычно включает в себя снятие внешней изоляции кабеля, затем снятие изоляции отдельных модулей. В каждом модуле, как правило, находится 8-16 волокон.
Очистка волокон от гидрофобного материала. Чаще всего используется бесцветный либо слегка окрашенный гель.
На волокна одного из кабелей надеваются специальные гильзы — КДЗС (комплект для защиты соединений), состоящие из двух термоусадочных трубок и силового стержня.
С концов волокон (2—3 см) снимается цветной лак и защитный слой, волокна протираются спиртом.
Зачищенное волокно скалывается специальным прецизионным
. Плоскость скола волокон должна быть перпендикулярна оси волокна. Допустимое отклонение — до 1,5° на каждый скол.
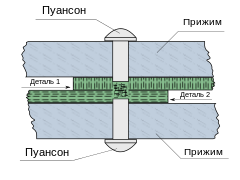
Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата (V-образные канавки).
Под микроскопом с помощью манипуляторов происходит их совмещение (
юстировка
). В современных сварочных аппаратах юстировка происходит автоматически.
Электрическая дуга
разогревает до установленной температуры концы волокон с микрозазором между ними, торцы волокон совмещаются микродоводкой держателя одного из волокон.
Аппарат осуществляет проверку прочности соединения посредством механической деформации и оценивает затухание, вносимое стыком.
КДЗС сдвигается оператором на место сварки и этот участок помещается в тепловую камеру, где происходит термоусадка КДЗС.