Контактная сеть троллейбуса
- 1 year ago
- 0
- 0


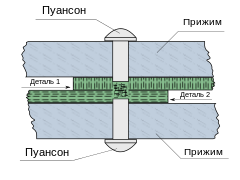
Шо́вная конта́ктная сва́рка , также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих одна другую и образующих герметичный шов.
Шовная сварка осуществляется на специальных сварочных станках с двумя (или одним ) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм . Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки , трубы, бочки, сильфоны и др.
Частным случаем этого вида сварки является шовная конденсаторная сварка .
Шовная сварка является разновидностью контактной сварки , поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.

Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы .
| Терминология | |
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |