В паровых машинах основным видом
кривошипно-шатунного механизма
выступал крейцкопфный. Поэтому у их наследников, первых моделей тихоходных
ДВС
Э. Ленуара
1860,
Н. Отто
1862 и
Р. Дизеля
1897, которые предназначались для стационарных условий,
поршень
жестко соединялся со штоком, а уже
шток
через шарнир воздействовал на шатун. Но для транспортных ДВС крейцкопфная схема оказалась слишком громоздкой и тяжёлой, поэтому с конца XIX века на быстроходных автомобильных и авиационных ДВС применяется тронковая схема. В этой конструкции шатун соединяется с поршнем поршневым пальцем
.
Типология и классификация
Классификатор
ЕСКД
«Классификатор изделий и КД машиностроения и приборостроения» относит поршневые пальцы к 71 классу общемашиностроительных деталей —
тела вращения
.
В деталях машин поршневой палец в соединениях с
поршнем
и
шатуном
образует по классификации
И. И. Артоболевского
кинематическую пару с одной степенью свободы. Эта кинематическая пара относится к высшим, то есть имеет контакт по поверхности.
С точки зрения динамического расчета ДВС поршневые пальцы относятся в группе поршня, которая вызывает силы инерции поступательно движущихся масс. С точки зрения видов нагружения поршневой палец относится к стержням, рассчитываемым на срез и смятие. С учетом малых плечей действия сил (расстояние между головкой шатуна и бобышкой поршня очень мало относительно общей длины опор пальца) расчет на изгиб не производится
.
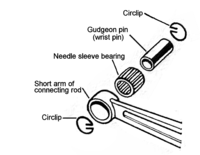
Плавающий поршневой палец, головка и втулка шатуна, стопорные кольца
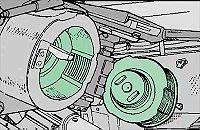
Поршневой палец в бобышках поршня (двигатель
Citroën
)
Производство поршневых пальцев на заводе Morrow & Hinkley Motor,
США
, 1920 год
По конструкции поршневые пальцы делятся на:
сплошные (у ДВС малых размерностей, например в
авиамоделизме
);
полые (основная масса ДВС).
По посадкам деталей в шарнире:
палец — бобышки с зазором, палец — головка шатуна с зазором (т. н. «плавающий палец», наиболее распространенная схема);
палец — бобышки с зазором, палец — головка шатуна с натягом (не требует осевой фиксации, но выше износ бобышек):
палец — бобышки с натягом, палец — головка шатуна с зазором (практически не используется)
.
Материалы, технология производства и термообработка
Материалами поршневых пальцев малоуглеродистые и
легированные
стали (12Х2Н4А, 12ХНЗА, 15ХМА и др.). Заготовки получают
прокатом
, далее осуществляется черновая механическая обработка. Далее они проходят поверхностную
цементацию
и
закалку
(как правило
ТВЧ
), достигается твердость поверхности 55…65
HRC
, сердцевина существенно мягче. Закаленные пальцы шлифуют на круглошлифовальных или бесцентровошлифовальных
станках
и
полируют
. Сборка соединений с натягом связана с большими усилиями
.
Применяют следующие методы сборки и разборки
:
Внешние изображения
С созданием усилия:
ударный метод (в настоящее время считается кустарным, вызывает задиры и деформации втулки шатуна);
Смазка поршневых пальцев автомобильных ДВС осуществляется масляным туманом, а также маслом, которое снимается
маслосъёмными кольцами
. В крупноразмерных судовых двигателях шатун может иметь специальный маслоподводящий канал к поршневым пальцам
.
Диагностика и контроль
Диагностика
износа соединения пальцев с головкой шатуна и бобышками поршня ведется по стукам и шумам. Прослушивают мембранным или электронным
стетоскопом
стуки в зоне верхней части цилиндра (характерный звук высокого тока)
.
Контроль размеров пальца ведётся
микрометром
или скобами. Контролируется наружный
диаметр
в двух плоскостях,
и
конусность
. Твердость поверхности поршневых пальцев контролируется
по Роквеллу
, обычно выборочно на линиях завода-изготовителя
. Контроль по массе для избежания неравномерности ведётся при сборке для всей поршневой группе в сборе
.
Стетоскоп медицинский, у промышленной модели мембрана на длинном полом стержне.
Микрометр 0-25
Литература
ГОСТ Р 53443-2009 Автомобильные транспортные средства. Пальцы поршневые двигателей. Общие технические требования и методы испытаний.
Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания. / Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко. 2013. 784 с.: ил. ISBN 5-217-01949-2 ISBN 978-5-94275-623-9 (Т.IV-14)
Артоболевский И. И. Теория механизмов. — М.: Наука, 1965. — 776 с.
Конструирование двигателей внутреннего сгорания: Учебник для студентов ВУЗов, обучающихся по специальности «ДВС» под. ред. Н. Д. Чайнова. М.: Машиностроение, 2008. 496 с., ил.
Шестопалов С. К. Устройство, техническое обслуживание и ремонт легковых автомобилей. . Учеб. для нач. проф. образования. — 2-е изд. М.: ИРПО; Изд. Центр «Академия», 2000. — 544 с.
Власов В. М. и др. Техническое обслуживание и ремонт автомобилейМ.: Издательский центр «Академия», 2003. — 480 с.
Технология двигателестроения — Под редакцией А. И. Дащенко. М.: Высшая школа, 2006. — 608 с.
ISBN 5-06-000447-8
Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко.
Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания.. —
М.
: Машиностроение, 2013. — С. 10-15. — 784 с. —
ISBN 5-217-01949-2
. —
ISBN 978-5-94275-623-9
.
(неопр.)
.
. Дата обращения: 10 января 2019.
10 января 2019 года.
(неопр.)
.
. Дата обращения: 10 января 2019.
10 января 2019 года.
Артоболевский И. И.
Теория механизмов. —
М.
: Наука, 1965. — 776 с.
Н. Д. Чайнов, Н. А. Иващенко, А. Н. Краснокутский, Л. Л. Мягков; под. ред. Н. Д. Чайнова.
Конструирование двигателей внутреннего сгорания. —
М.
: Машиностроение, 2006. — 496 с.
(неопр.)
.
За рулем
. Дата обращения: 10 января 2019.
10 января 2019 года.
↑
Под редакцией А. И. Дащенко.
Технология двигателестроения. —
М.
: Высшая школа, 2006. — 608 с. —
ISBN 5-06-000447-8
.
↑
Шестопалов С.К.
Устройство, техническое обслуживание и ремонт легковых автомобилей.. —
М.
: Центр «Академия», 200. — 544 с.
(неопр.)
.
Главный механик
. Дата обращения: 10 января 2019.
10 января 2019 года.
(неопр.)
.
Морской портал
. Дата обращения: 10 января 2019.
10 января 2019 года.
↑
Власов В.М. и др.
Техническое обслуживание и ремонт автомобилей. — Издательский центр «Академия», 2003. — 480 с.