Национальный стандарт
- 1 year ago
- 0
- 0

Унифици́рованный станда́рт резьбы́ ( англ. The Unified Thread Standard , UTS ) определяет стандарт для формы резьб и размерных рядов с допусками , посадками и обозначениями для винтовых резьб , обычно используемых в США и Канаде .
Резьба имеет треугольный в 60° профиль, как в стандарте ИСО для метрических винтовых резьб , но размеры каждой UTS резьбы (внешний диаметр и шаг) выражаются в дюймах , а не в миллиметрах .
В настоящее время (2021 год) стандарт UTS поддерживается организациями ASME и ANSI в США.

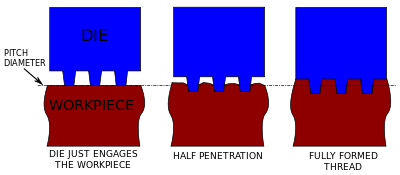
Все резьбы по этому стандарту характеризуется её номинальным (наружным) диаметром, обозначаемым (или ) и шагом, обозначаемым Профиль витков в плоскости сечения, проходящей через ось резьбы, представляет собой равносторонние треугольники (равносторонний треугольник имеет угол при вершинах 60°) как в треугольных метрических резьбах . Внешняя вершина на 0,125 часть высоты равностороннего треугольника и внутренняя вершина на 0,25 профиля высоты треугольника отсекаются.
Шаг является расстоянием между соседними витками. Для однозаходных UTS резьб шаг равен ходу резьбы. Ход — величина относительно осевого перемещения детали в резьбовой паре на один оборот (на угол 360°).
Для резьбы UTS параметр шаг резьбы в основном не используется. Он заменён параметром ( threads per inch, TPI ), который однозначно связан с шагом резьбы, выраженным в миллиметрах:
Связь между высотой профиля и шагом :
или:
Сокращенное обозначение резьбы UTS в технической документации это ряд чисел и букв, обозначающих номинальный (наружный) диаметр резьбы, величину TPI (число витков на дюйм). Для диаметров менее 1/4 дюйма диаметр указывается целым числом, определённым в стандарте с префиксом #; для всех остальных диаметров указывается размер в дюймах.
За этой парой чисел могут указываются сокращения UNC (Unified National Coarse), UNF (Unified National Fine) или UNEF (Unified National Extra Fine), если комбинация диаметра и шага относится к крупной, мелкой или сверхмелкой сериям резьбы соответственно, также может указываться класс точности.
Пример:
(основной диаметр 0,1380 дюйма, число ниток на дюйм 32, средний класс точности).
Параметры резьбы по этому стандарту и диаметр отверстий под резьбу приведены в таблице.
|
Номинальный диаметр
D ном (дюймы, мм) |
Плотность резьбы: число витков на дюйм , шаг (дюймы, мм) | Диаметр сверла метчика , мм | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNC | UNF | UNEF | UNC | UNF | UNEF | |||||||||
| , дюймы | , мм | , дюймы | , мм | , дюймы | , мм | |||||||||
| #0 | 0,0600 | 1,5240 | - | 80 | 0,012500 | 0,3175 | - | 1,25 | ||||||
| #1 | 0,0730 | 1,8542 | 64 | 0,015625 | 0,3969 | 72 | 0,013888 | 0,3528 | - | 1,50 | 1,55 | |||
| #2 | 0,0860 | 2,1844 | 56 | 0,017857 | 0,4536 | 64 | 0,015625 | 0,3969 | - | 1,80 | 1,90 | |||
| #3 | 0,0990 | 2,5146 | 48 | 0,020833 | 0,5292 | 56 | 0,017857 | 0,4536 | - | 2,10 | 2,15 | |||
| #4 | 0,1120 | 2,8448 | 40 | 0,025000 | 0,6350 | 48 | 0,020833 | 0,5292 | - | 2,35 | 2,40 | |||
| #5 | 0,1250 | 3,1750 | 40 | 0,025000 | 0,6350 | 44 | 0,022727 | 0,5773 | - | 2,65 | 2,70 | |||
| #6 | 0,1380 | 3,5052 | 32 | 0,031250 | 0,7938 | 40 | 0,025000 | 0,6350 | - | 2,85 | 2,95 | |||
| #8 | 0,1640 | 4,1656 | 32 | 0,031250 | 0,7938 | 36 | 0,027778 | 0,7056 | - | 3,50 | 3,50 | |||
| #10 | 0,1900 | 4,8260 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | - | 4,00 | 4,10 | |||
| #12 | 0,2160 | 5,4864 | 24 | 0,041667 | 1,0583 | 28 | 0,035714 | 0,9071 | 32 | 0,031250 | 0,7938 | 4,65 | 4,70 | 4,78 |
| 1 ⁄ 4 | 0,2500 | 6,3500 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 32 | 0,031250 | 0,7938 | 5,35 | 5,50 | 5,56 |
| 5 ⁄ 16 | 0,3125 | 7,9375 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | 6,80 | 6,90 | 7,14 |
| 3 ⁄ 8 | 0,3750 | 9,5250 | 16 | 0,062500 | 1,5875 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | 8,25 | 8,50 | 8,77 |
| 7 ⁄ 16 | 0,4375 | 11,1125 | 14 | 0,071428 | 1,8143 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 9,65 | 9,90 | 10,30 |
| 1 ⁄ 2 | 0,5000 | 12,7000 | 13 | 0,076923 | 1,9538 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 11,15 | 11,50 | 11,90 |
| 9 ⁄ 16 | 0,5625 | 14,2875 | 12 | 0,083333 | 2,1167 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 12,60 | 12,90 | 13,10 |
| 5 ⁄ 8 | 0,6250 | 15,8750 | 11 | 0,090909 | 2,3091 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 14,05 | 14,50 | 14,70 |
| 3 ⁄ 4 | 0,7500 | 19,0500 | 10 | 0,100000 | 2,5400 | 16 | 0,062500 | 1,5875 | 20 | 0,050000 | 1,2700 | 17,00 | 17,50 | 17,90 |
| 7 ⁄ 8 | 0,8750 | 22,2250 | 9 | 0,111111 | 2,8222 | 14 | 0,071428 | 1,8143 | 20 | 0,050000 | 1,2700 | 20,00 | 20,40 | 21,00 |
| 1 | 1,0000 | 25,4000 | 8 | 0,125000 | 3,1750 | 12 | 0,083333 | 2,1167 | 20 | 0,050000 | 1,2700 | 22,85 | 23,25 | 24,20 |
| 1 + 1 ⁄ 8 | 1,1250 | 28,5750 | 7 | 0,142857 | 3,6286 | 12 | 0,083333 | 2,1167 | - | 25,65 | 26,50 | |||
| 1 + 1 ⁄ 4 | 1,2500 | 31,7500 | 7 | 0,142857 | 3,6286 | 12 | 0,083333 | 2,1167 | - | 28,85 | 29,50 | |||
| 1 + 3 ⁄ 8 | 1,3750 | 34,9250 | 7 | 0,166667 | 4,2333 | 12 | 0,083333 | 2,1167 | - | 31,55 | 32,75 | |||
| 1 + 1 ⁄ 2 | 1,5000 | 38,1000 | 6 | 0,166667 | 4,2333 | 12 | 0,083333 | 2,1167 | - | 34,70 | 36,00 | |||
| 1 + 3 ⁄ 4 | 1,7500 | 44,4500 | 5 | 0,200000 | 5,0800 | - | - | 40,40 | ||||||
| 2 | 2,0000 | 50,8000 | 4 + 1 ⁄ 2 | 0,222222 | 5,6444 | - | - | 46,30 | ||||||
| 2 + 1 ⁄ 4 | 2,2500 | 57,1500 | 4 + 1 ⁄ 2 | 0,222222 | 5,6444 | - | - | 52,65 | ||||||
| 2 + 1 ⁄ 2 | 2,5000 | 63,5000 | 4 | 0,250000 | 6,3500 | - | - | 58,50 | ||||||
| 2 + 3 ⁄ 4 | 2,7500 | 69,8500 | 4 | 0,250000 | 6,3500 | - | - | 64,75 | ||||||
| 3 | 3,0000 | 76,2000 | 4 | 0,250000 | 6,3500 | - | - | 71,10 | ||||||
| 3 + 1 ⁄ 4 | 3,2500 | 82,5500 | 4 | 0,250000 | 6,3500 | - | - | 77,45 | ||||||
| 3 + 1 ⁄ 2 | 3,5000 | 88,9000 | 4 | 0,250000 | 6,3500 | - | - | 83,80 | ||||||
| 3 + 3 ⁄ 4 | 3,7500 | 95,2500 | 4 | 0,250000 | 6,3500 | - | - | 90,15 | ||||||
| 4 | 4,0000 | 101,6000 | 4 | 0,250000 | 6,3500 | - | - | 96,50 | ||||||
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1A; 2A; 3A; 1B; 2B; 3B.
Классы точности с литерой A относятся к наружным резьбам, классы точности с литерой B относятся к внутренним резьбам.