Уральская резьба по камню
- 1 year ago
- 0
- 0


Резьба в технике — чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии . Является основным элементом резьбового соединения , винтовой передачи , а также червячного зацепления зубчато-винтовой передачи .



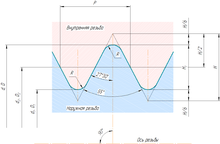
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н = 0,866025404Р. Все параметры профиля измеряются в мм.
Условные обозначения в маркировках резьбы: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в мм, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36×1,5; такая же по диаметру и шагу, но левая резьба М36×1,5LH. Эти параметры могут быть нанесены на инструмент в разных местах и не иметь обозначения М, таким образом, числа 36 и 1,5, нанесенные в разных местах, обозначают М36×1,5. Также на советском и российском инструменте часто встречается сокращенная маркировка мелкого шага, например, 2М16 или 1М16, что означает «М16, мелкая, вторая» или «М16, мелкая, первая», соответственно. В этом случае 1М означает первый шаг от основного, 2М — второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм.

| M0,25 | 0,075 | M1,1 | 0,25 | M5 | 0,8 | M17 | 2 |
|---|---|---|---|---|---|---|---|
| M0,3 | 0,08 | M1,2 | 0,25 | M5,5 | 0,8 | M18 | 2,5 |
| M0,35 | 0,09 | M1,4 | 0,3 | M6 | 1 | M20 | 2,5 |
| M0,4 | 0,1 | M1,6 | 0,35 | M7 | 1 | M22 | 2,5 |
| M0,45 | 0,1 | M1,8 | 0,35 | M8 | 1,25 | M24 | 3 |
| M0,5 | 0,125 | M2 | 0,4 | M9 | 1,25 | M25 | 3 |
| M0,55 | 0,125 | M2,2 | 0,45 | M10 | 1,5 | M26 | 3 |
| M0,6 | 0,15 | M2.5 | 0,45 | M11 | 1,5 | M27 | 3 |
| M0,7 | 0,175 | M3 | 0,5 | M12 | 1,75 | M28 | 3 |
| M0,8 | 0,2 | M3,5 | 0,6 | M14 | 2 | M30 | 3,5 |
| M0,9 | 0,225 | M4 | 0,7 | M15 | 2 | M32 | 3,5 |
| M1 | 0,25 | M4,5 | 0,75 | M16 | 2 |
Конусность — 1:16 (угол конуса — φ = 3°34′48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой.
Стандарт: ГОСТ 25229-82 «Основные нормы взаимозаменяемости. Резьба метрическая коническая».
Условное обозначение: буквы MK, числовое значение номинального диаметра резьбы в мм, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24×1,5.
Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической техники и других применений, требующих высокую усталостную прочность и жаропрочность . Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
Стандарты:
Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в мм, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов. Например, наружная резьба с номинальным диаметром 6 мм, шагом 1 мм, полем допуска среднего диаметра 4h и полем допуска диаметра выступов 6h обозначается как MJ6×1—4h6h на поверхности вала.
Дюймовая резьба основана на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSPP (British standard pipe parallel), имеет четыре значения шагов — 28, 19, 14 и 11 ниток на дюйм. Угол профиля при вершине — 55°, теоретическая высота профиля — Н = 0,960491Р.
Стандарты:
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″ класса точности А обозначается как G1 1/8-A. На многих плашках и клуппах буква G опускается, соответственно, любое дробное обозначение читается именно как резьба G. Номинальный размер резьбы соответствует просвету трубы в дюймах; наружный диаметр трубы находится в некоторой пропорции с этим размером.

Дюймовая резьба с конусностью 1:16 (угол конуса — φ = 3°34′48″) также основана на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSPT (British standard pipe taper). Угол профиля при вершине — 55°, теоретическая высота профиля — Н = 0,960491Р. Важной особенностью конической трубной резьбы является местное её смятие при затяжке, что обеспечивает отсутствие протечек без применения уплотнительных материалов.
Стандарты:
Условное обозначение: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ обозначается как R1 1/4″.

Профиль круглой резьбы образован окружностями на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Стандарт: ГОСТ 13536-68 «Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски».
Условное обозначение круглой резьбы: буквы Кр, номинальный диаметр резьбы, шаг и обозначение стандарта.
Предназначена для передачи движения (ходовые винты, винты суппортов, штурвальные винты, грузовые винты и др.) и находит своё применение в разных механических устройствах — токарных станках, автоподъёмниках и пр.
Метрическая резьба с углом профиля при вершине 30°, теоретическая высота профиля — Н = 1,866Р.
Стандарты:
Условное обозначение однозаходной резьбы: буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в мм, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба — Tr50×8LH-7е.
Упорная, или пилообразная резьба является резьбой грузовой. Эта резьба находит применение в механизмах с большим односторонним давлением, как, например, в гидравлических прессах, винтовых прессах, в нажимных винтах прокатных станов, в резьбе крюков, артсистемах и т. д. Это метрическая резьба с углом наклона боковых сторон профиля 30° и 3°.
Стандарт: ГОСТ 10177-82 «Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры».
Условное обозначение резьбы: буква S, числовое значение номинального диаметра резьбы в мм, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Условное обозначение многозаходной резьбы: буква S, числовое значение номинального диаметра резьбы в мм, числовое значение хода, в скобках Р с числовым значением шага, буквы LH для левой резьбы и обозначение поля допуска.
Резьба с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм.
Стандарт: ГОСТ 13535-87 «Основные нормы взаимозаменяемости. Резьба упорная усиленная 45 градусов».
Условное обозначение резьбы: буква S, значение угла 45°, числовое значение номинального диаметра резьбы в мм, числовое значение шага, буквы LH для левой резьбы и обозначение Тт.
Применяется для электротехнических изделий, например, цоколь ламп накаливания ( цоколь Эдисона ).
Стандарт: ГОСТ 6042-83 «Резьба Эдисона круглая. Профили, размеры и предельные размеры».
Условное обозначение резьбы: буква E, номер резьбы, если резьба для неметаллических элементов, буква N через наклонную черту (/) и номер ГОСТ, например, E27 ГОСТ 6042-83 или E27/N ГОСТ 6042-83.
Метрическая резьба ISO для резьбовых втулок и проволочных резьбовых вставок. Применяется в качестве усиления несущей способности резьбы или для ремонта повреждённой резьбы в теле детали .
Unified Thread Standard (UTS) — дюймовая цилиндрическая резьба, широко распространена в США и Канаде. Угол при вершине — 60°, теоретическая высота профиля — H = 0,866025P. В зависимости от шага подразделяется на UNC (Unified Coarse), UNF (Unified Fine), UNEF (Unified Extra Fine), 8UN и UNS (Unified Special) .
Крайне широко распространена UNC 1/4 (1/4″×1,27 мм), присутствующая в креплении практически всех цифровых и пленочных фото- и видеокамер, а также штативов малого формата. Её параметры: D = 6,35 мм, D 1 = 4,975 мм, шаг — 20 ниток на дюйм (1,27 мм). До неё для крепления фототехники такой же популярностью пользовалась резьба 3/8″ с шагом 16 ниток на дюйм (1,5875 мм), D = 9,525 мм и D 1 = 7,806 мм.
Стандарт: ГОСТ 3362-75 «Фото- и киноаппараты. Штативное соединение. Присоединительные размеры».
National pipe thread (NPT) — стандарт ANSI / ASME дюймовой трубной присоединительной резьбы конусной (NPT) с конусностью 1:16 (угол конуса — φ = 3°34′48″) или цилиндрической (NPS). Угол профиля при вершине — 60°, теоретическая высота профиля — Н = 0,866025Р.
Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб.
Стандарты:
Пример условного обозначения конической резьбы 3/4″: К 3/4″ ГОСТ 6111-52.
Резьбы нефтяного сортамента предназначены для соединения труб в нефтяных скважинах. Являются коническими для обеспечения высокой герметичности. По форме профиля бывают: треугольные с углом профиля 60° и трапецеидальные неравнобочные с углами от 5° до 60° (т. н. резьба Батресс) Резьбы нефтяного сортамента в основном выполняются в соответствии со стандартами Американского института нефти (API).
Стандарты:
Предназначена для крепежных изделий.
Стандарты:
Предназначена для крепежных изделий.
Стандарты:
Предназначена для металлических костных шурупов, применяемых в хирургии. Имеет семь типоразмеров с номинальным диаметром от 1 до 5 мм и шагом от 0,5 до 1,75 мм.
Стандарты:
Предназначена для металлических костных шурупов, применяемых в хирургии. Имеет два типоразмера с номинальным диаметром 4 и 6,5 мм и, соответственно, с шагом 1,75 и 2,75 мм.
Стандарты:
Применяются следующие способы получения резьб:
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная , электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ , математик и механик , живший в IV— V веках до н. э. Широко известен изобретённый Архимедом винт , применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
В 1984 году в ходе раскопок гробницы индейцев майя на севере Гватемалы был найден керамический горшок с завинчивающейся крышкой (предположительно, изготовленный между 450 и 500 годом) - это древнейший образец изделия с винтовой резьбой, обнаруженный в Америке .
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье . Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка , затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами .
В XV— XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли приблизительно в 1800 году , когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Уитворт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Уитворта (BSW). Стандарт Уитворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США , резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями [ источник не указан 2319 дней ] .
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР . Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных .
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.

В 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Trigonopterus oblongus , обитающих на Новой Гвинее . Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга , который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.