Электрическая дуговая сварка
- 1 year ago
- 0
- 0


Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого . Специалист, занимающийся сварными работами, называется сварщик .
Неразъёмное соединение, выполненное с помощью сварки, называют сварным соединением . Чаще всего с помощью сварки соединяют детали из металлов. Однако, сварку применяют и для неметаллов — пластмасс , керамики или их сочетания.
При сварке используются различные источники энергии: электрическая дуга , электрический ток , газовое пламя , лазерное излучение , электронный луч , трение , ультразвук . Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятий, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжён с опасностью возгораний ; поражений электрическим током ; отравлений вредными газами; поражений глаз и других частей тела тепловым, ультрафиолетовым , инфракрасным излучением и брызгами расплавленного металла.
Сварка осуществима при следующих условиях:
Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов. Изготовление металлических изделий было распространено в местах залегания железных руд и руд цветных металлов.
Первым сварочным процессом была сварка ковкой . Необходимость ремонта, выпуска более совершенных изделий приводила к необходимости разработки и совершенствованию металлургических и сварочных процессов.
Сварка с использованием электричества для нагрева металла появилась с открытием электричества, электрической дуги в начале 19 века.
В 1802 году русский учёный Василий Петров обнаружил явление электрической дуги и опубликовал сведения о проведённых с дугой экспериментах.
В 1882 году Никола Тесла изобрёл способ получения переменного тока .
В 1881—1882 годах изобретатели Н. Н. Бенардос и Н. Г. Славянов , работая независимо друг от друга, разработали способ соединения металлических деталей с использованием сварки.
В 1905 году русский учёный В. Ф. Миткевич предложил использовать электрическую дугу, возбуждаемую трёхфазным током, для проведения сварки.
В 1919 году сварка с использованием переменного тока была изобретена Джонатан Холслаг ( англ. C. J. Holslag ) .
В XIX веке сварочные процессы усовершенствовали учёные Элиу Томсон , Эдмунд Дэви и др. В СССР в XX веке технологией сварки занимались Е. О. Патон , Б. Е. Патон , Г. А. Николаев . Советские учёные первыми изучили способы и особенности сварки в невесомости и применили сварку в космосе. Первую в мире сварку в условиях глубокого вакуума в космосе провели 16 октября 1969 года на корабле «Союз-6» космонавты Георгий Степанович Шонин и Валерий Николаевич Кубасов . Позднее её используют в 1984 г. космонавты С.Савицкая и В.Джанибеков на орбитальной станции «Салют-7».
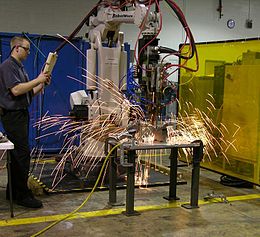
С конца 1960-х годов в промышленности начинают использоваться сварочные роботы . К началу XXI века роботизация сварочных работ приобрела весьма широкие масштабы .
В России вопросами сварки и подготовкой специалистов по сварке занимаются учебные институты: МГТУ им. Н. Э. Баумана (кафедра «Технологии сварки и диагностики»), МГИУ (Кафедра оборудования и технологии сварочного производства), ДГТУ (РИСХМ) (Каф. Машины и автоматизация сварочного производства), УПИ , ЧИМЭСХ , ЛГАУ , и другие. Выпускается научная литература и журналы по сварке .

В настоящее время различают более 150 видов и способов сварочных процессов. Существуют различные классификации этих процессов .
Так, предусматривает классификацию сварки металлов по основным группам признаков: физическим, техническим и технологическим.
Основным физическим признаком сварки является форма и вид энергии, используемой для получения сварного соединения. Форма энергии определяет класс сварки, а её вид — вид сварки. Имеются три класса сварки :

К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень его механизации.
Классификация по технологическим признакам устанавливается для каждого вида сварки отдельно (по виду электрода , роду сварочного тока и т. д.).
Электрическую дугу , используемую для сварки металлов, называют сварочной дугой.
Для питания сварочной дуги может использоваться переменный , постоянный и пульсирующий виды электрического тока. При сварке на переменном токе из-за изменения направления его течения каждый из электродов попеременно является то анодом, то катодом. При сварке на постоянном и пульсирующем токе различают прямую и обратную полярности. При прямой полярности свариваемые детали подсоединяют к положительному полюсу источника питания ( аноду ), а электрод — к отрицательному ( катоду ); при обратной полярности — наоборот — к положительному полюсу подключается электрод, а детали — к отрицательному. Использование того или иного вида тока определяет особенности процесса сварки. Так, дуга на переменном токе гаснет каждый раз, когда ток переходит через ноль. Применение той или иной полярности изменяет тепловой баланс дуги (при прямой полярности больше тепла выделяется на изделии, при обратной — на электроде, см. ниже). При использовании пульсирующего тока путём изменения его параметров (частоты и длительности импульсов) появляется возможность вплоть до отдельных капель регулировать перенос расплавленного металла от электрода в изделие.
Промежуток между электродами называют дуговым промежутком.
В обычных условиях газы не обладают электропроводностью. Прохождение электрического тока через газ возможно только при наличии в нём заряженных частиц — электронов и ионов . Процесс образования заряженных частиц называют ионизацией , а сам газ — ионизированным. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой (в отличие от сжатой , поперечное сечение которой принудительно уменьшено за счёт сопла горелки, потока газа, электромагнитного поля). Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Существует также бесконтактное зажигание дуги с помощью осциллятора-стабилизатора сварочной дуги (ОССД). Сварочный осциллятор представляет собой искровой генератор, дающий ток высокого напряжения (3000—6000 В ) и частоты (150—250 кГц ). Сварочный осциллятор, пробивая расстояние между электродом и деталью, ионизирует газ, в котором загорается рабочая дуга. Такой ток не представляет большой опасности для сварщика.
По длине дугового промежутка дуга разделяется на три области: катодную, анодную и столб дуги. Катодная область включает в себя нагретую поверхность катода (катодное пятно). Температура катодного пятна на стальных электродах 2400—2700 °C. Анодная область состоит из анодного пятна. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нём выделяется больше теплоты, чем на катоде. Столб дуги занимает наибольшую часть дугового промежутка между катодом и анодом. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных и нейтральных частиц. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом его сечении одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000—8000 °C и более.
Особым видом сварочной дуги является сжатая дуга, столб которой сжат с помощью узкого сопла горелки или обдувающим потоком газа (аргона, азота и др.) Плазма это ионизированный газ дугового столба, состоящий из положительно и отрицательно заряженных частиц. Плазма генерируется в канале сопла горелки, обжимается и стабилизируется его водоохлаждаемыми стенками и холодным потоком плазмообразующего газа. Обжатие и охлаждение наружной поверхности столба дуги вызывает его концентрацию, что приводит к резкому увеличению числа соударений между частицами плазмы, увеличению степени ионизации и резкому повышению температуры столба дуги (10 000 — 30 000 К ) и кинетический энергии плазменной струи. В результате плазма представляет собой источник теплоты с высокой концентрацией энергии. Это позволяет с успехом использовать её для сварки, напыления и термической резки самых разнообразных материалов.

Источником тепла является электрическая дуга , возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата . Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются:
Ручная дуговая сварка плавящимся покрытым электродом производится с использованием сварочного источника питания и сварочных электродов . Подача электрода в зону сварки и его перемещение вдоль соединения осуществляются самим сварщиком . Может применяться источник питания как переменного (трансформатор) так и постоянного тока (выпрямитель). Сварочный электрод представляет собой металлический стержень с нанесённым на него покрытием.
В процессе сварки электрическая дуга горит между изделием и электродом, расплавляя их. Расплавленный металл электрода и изделия образуют сварочную ванну, которая при последующей кристаллизации формирует шов сварного соединения .
Вещества, входящие в состав покрытия, либо сгорают — образуя газовую защиту зоны сварки от окружающего воздуха, либо расплавляются и попадают в сварочную ванну. Одни расплавленные вещества покрытия взаимодействуют с металлом сварочной ванны раскисляя и/или легируя его, другие — образуют шлак, защищающий сварочную ванну от воздуха, способствующий удалению неметаллических включений из металла шва, формированию шва и т. д.
Ручная дуговая сварка обозначается кодом 111 по стандарту ГОСТ Р ИСО 4063-2010, в русскоязычной литературе используется обозначение РД , в англоязычной — SMAW (от англ. shielded metal arc welding ) или MMA (от англ. manual metal arc welding ) .
Сварка неплавящимся электродом, в англоязычной литературе известна как gas tungsten arc welding ( GTA welding, TGAW ) или tungsten inert gas welding ( TIG welding, TIGW ), в немецкоязычной литературе — wolfram-inertgasschweißen ( WIG ).
В качестве электрода используется стержень, изготовленный из графита или вольфрама , температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа ( аргон , гелий , азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используют металлические прутки, проволоку, полосы .
Дуговая сварка в защитных газах — это сварка с применением электрической дуги для расплавления металла и защитой расплавленного металла и электрода специальными газами .
Широко применяют для изготовления изделий из стали, цветных металлов и их сплавов .
В качестве электрода используется металлическая проволока определённой марки, к которой через токоподводящий мундштук подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки.
Для защиты от атмосферы применяются специальные газы подающиеся из сварочной горелки вместе с электродной проволокой. Специальные газы разделяют на инертные ( аргон , гелий ) и активные ( углекислый газ , азот , водород ). Применение смеси газов в некоторых случаях повышает производительность и качество сварки . При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов также применяют самозащитную проволоку (порошковую). Углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний ). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
В англоязычной иностранной литературе именуется как gas metal arc welding ( GMA welding, GMAW ), в немецкоязычной литературе — metallschutzgasschweißen ( MSG ). Разделяют сварку в атмосфере инертного газа ( metal inert gas, MIG ) и в атмосфере активного газа ( metal active gas, MAG ) .
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса . Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Источником теплоты служит флюс , находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Гипербарическая сварка — процесс сварки при повышенных давлениях , проводится обычно под водой. Гипербарическая сварка может происходить в воде или быть сухой , то есть внутри специально построенной камеры в сухой среде. Применение гипербарической сварки разнообразно — она используется для ремонта судов , морских нефтяных платформ и трубопроводов . Сталь является самым распространенным материалом для гипербарической сварки.
Орбитальная сварка — разновидность сварки трением или автоматической дуговой сварки (в зависимости от того, вращается или нет труба). Название исходит из применения орбитальной сварки — для сварки стыков труб, фланцев и др. Используется для сварки стальных труб из высоколегированных сталей или алюминиевых сплавов большого диаметра с толстой стенкой.
При соосном вращении свариваемых труб, трение в стыках возникает тогда, когда оси вращения сдвигают параллельно друг другу. В этой разновидности сварки трение используется для нагрева места стыка. Совместное действие проковочного давления и нагрева приводит к сварке мест стыка.
Если трубы не вращаются, то для орбитальной сварки используют сварочные головки, перемещающиеся вдоль стыка и проводящие дуговую сварку с использованием присадочной проволоки или без неё.



Источником теплоты является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен , МАФ , пропан , бутан , блаугаз , водород , керосин , бензин , бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным , «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
В большинстве случаев термитная сварка относится к термическому классу. Тем не менее, встречаются технологические процессы, которые относятся к термомеханическому классу — например, термитно-прессовая сварка. Термитная сварка это сварка деталей расплавленным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термитная смесь — горючий металлический порошок.

Источником теплоты является плазменная струя, то есть сжатая дуга, получаемая с помощью плазмотрона . Плазмотрон может быть прямого действия (дуга горит между электродом и основным металлом) и косвенного действия (дуга горит между электродом и соплом плазмотрона). Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки , напыления и резки .
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод — катод, разрезаемый металл — анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Источником теплоты является электронный луч , получаемый за счёт термоэлектронной эмиссии с катода электронной пушки . Сварка ведётся в высоком вакууме (10 −3 — 10 −4 Па) в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества:
Недостатки электронно-лучевой сварки:
Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов . Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО 2 . Вакуум, как при электронно-лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций .
Источником теплоты служит плоский нагревательный элемент, покрытый PTFE . Сварка делится на 5 этапов: нагрев под давлением, прогрев массы, вывод нагревательного элемента, сварка, затвердевание.
Применяется для сварки полиэтиленовых труб. Источником теплоты служат элементы сопротивления, запаянные в сварной муфте. При сварке с закладными электронагревателями полиэтиленовые трубы соединяются между собой при помощи специальных пластмассовых соединительных деталей, имеющих на внутренней поверхности встроенную электрическую спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединяемых поверхностях труб и деталей (муфт, отводов, тройников седловых отводов) за счёт тепла, выделяемого при протекании электрического тока по проволоке спирали, и последующем естественном охлаждении соединения.
Первый в истории вид сварки. Соединение материалов осуществляется за счёт возникновения межатомных связей при пластическом деформировании инструментом ( молотом ). В настоящее время в промышленности практически не используется.
При сварке происходят два последовательных процесса: нагрев свариваемых изделий до пластического состояния и их совместное пластическое деформирование. Основными разновидностями контактной сварки являются: точечная контактная сварка , стыковая сварка, рельефная сварка, шовная сварка.
При точечной сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. После этого между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Металл кристаллизуется при сжатых электродах и образуется сварное соединение.
Заготовки сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения заготовок и требований к качеству соединения стыковую сварку можно выполнять одним из способов.
Заготовки, установленные и закреплённые в стыковой машине, прижимают одну к другой усилием определённой величины, после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток выключают до окончания осадки. Данный способ сварки требует механической обработки и тщательной зачистки поверхностей торцов заготовок.
Неравномерность нагрева и окисление металла на торцах заготовок понижают качество сварки сопротивлением, что ограничивает область её применения. С увеличением сечения заготовок качество сварки снижается особенно заметно, главным образом из-за образования окислов в стыке.

Состоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. Образующиеся пары металла играют роль защитной атмосферы и уменьшают окисление расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходят на других участках торцов. В результате заготовки прогреваются в глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой.
При осадке скорость сближения заготовок резко увеличивают, осуществляя при этом пластическую деформацию на заданный припуск. Переход от оплавления к осадке должен быть мгновенным, без малейшего перерыва. Осадку начинают при включённом токе и завершают при выключенном.
Стыковая сварка непрерывным оплавлением обеспечивает равномерный прогрев заготовок по сечению, торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы и позволяет получать стабильное качество стыков. Её существенным преимуществом является также возможность сравнительно легко автоматизировать процесс.
Стыковую сварку оплавлением применяют для соединения заготовок сечением до 0,1 м 2 . Типичными изделиями являются элементы трубчатых конструкций, колеса, рельсы, железобетонная арматура, листы, трубы.
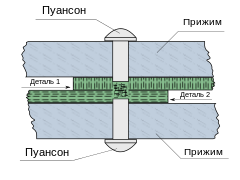
На деталях для сварки предварительно создают рельефы — локальные возвышения на поверхности размером несколько миллиметров в диаметре. При сварке контакт деталей происходит по рельефам, которые расплавляются, проходящим через них, сварочным током. При этом происходит пластическая деформация рельефов, выдавливаются оксиды и загрязнения. После прекращения протекания сварочного тока происходит кристаллизация расплавленного металла и образование соединения. Преимуществом данного вида сварки является возможность получения за один цикл нескольких сварных соединений высокого качества.
Источником тока для диффузионной сварки может служить большинства источников энергии, используемых при сварке металлов . Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая места соединения до 800 °C. Вместо вакуума может быть использована среда защитных газов . Методом диффузной сварки можно пользоваться при создании соединений из разнородных металлов , отличающихся по своим физико-химическим свойствам, изготавливать изделия из многослойных композитных материалов .
Способ был разработан в 1950-х годах Н. Ф. Казаковым.
Источником теплоты служит высокочастотный ток, проходящий между свариваемыми изделиями. При последующем пластическом деформировании и остывании образуется сварное соединение .
Существует несколько схем сварки трением , первой появилась соосная. Суть процесса состоит в следующем: на специальном оборудовании (машине сварки трением) одна из свариваемых деталей устанавливается во вращающийся патрон , вторая крепится в неподвижный суппорт , который имеет возможность перемещения вдоль оси. Деталь, установленная в патрон, начинает вращаться, а деталь, установленная в суппорте, приближается к первой и достаточно большим давлением воздействует на неё. В результате трения одного торца о другой происходит износ поверхностей и слои металла разных деталей приближаются друг к другу на расстояния, соразмерные размеру атомов. Начинают действовать атомные связи (образуются и разрушаются общие атомные облака), в результате возникает тепловая энергия, которая нагревает в локальной зоне концы заготовок до температуры ковки. По достижении необходимых параметров патрон резко останавливается, а суппорт продолжает давить ещё какое-то время, в результате образуется неразъёмное соединение. Сварка происходит в твёрдой фазе, аналогично кузнечной сковке.
Способ достаточно экономичный. Автоматизированные установки для сварки трением потребляют электроэнергии в 9 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды, при этом практически нет газовых выделений. При прочих преимуществах получается высокое качество сварки, так как не возникает пористости, включений, раковин. При постоянстве режимов, обеспечиваемых автоматикой оборудования, обеспечивается постоянство качества сварного соединения, что, в свою очередь, позволяет исключить дорогостоящий 100%-й контроль при обеспечении качества. К недостаткам следует отнести:
Способ позволяет сваривать разнородные материалы: медь и алюминий , медь и сталь , алюминий и сталь , в том числе те, что невозможно сварить другими способами.
Идея сваривать детали трением была высказана токарем - изобретателем А. И. Чудиковым . В 1950-е годы на простом токарном станке ему удалось прочно соединить два стержня из низкоуглеродистой стали.
На сегодняшний день существует несколько схем сварки трением: такие как аксиальная, перемешиванием (позволяющая сваривать неподвижные детали), инерционная и др.
Сварка осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве . С помощью данного способа сварки часто получают биметаллы .
Сварка осуществляется сближением атомов свариваемых металлических изделий на расстояние действия межатомных сил за счёт энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, что несмотря на высокую стоимость оборудования, обуславливает её применение в производстве микросхем (сварка проводников с контактными площадками), прецизионных изделий, сварка металлов разных типов и металлов с неметаллами.


Холодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры
рекристаллизации
; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия. Для осуществления холодной сварки необходимо удалить со свариваемых поверхностей окислы и загрязнения и сблизить соединяемые поверхности на расстояние параметра кристаллической решётки; на практике создают значительные пластические деформации.
Холодной сваркой можно получать соединения встык, внахлестку и втавр. Перед сваркой поверхности, подлежащие сварке, очищают от загрязнений обезжириванием, обработкой вращающейся проволочной щёткой, шабрением. При сварке встык проволок только обрезают торцы
.
Прочность соединения существенно зависит от усилия сжатия и степени деформации свариваемых деталей.
Холодной сваркой можно соединять, например, алюминий , медь , свинец , цинк , никель , серебро , кадмий , железо . Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих при нагреве интерметаллиды .
Сварка кровеносных сосудов представляет собой сваривание сосудов с помощью повышения температуры тканей до 60-70 °C .
К электросварочным работам допускаются лица достигшие 18-летнего возраста, которые прошли специальное обучение, имеют удостоверение на право сварки и вторую квалификационную группу по электробезопасности .
В международной практике приняты сокращенные обозначения способов сварки, изложенные в международном стандарте ISO 4063:2009 или его российском аналоге ГОСТ Р ИСО 4063-2010 . Некоторые из этих обозначений приведены ниже:
| Цифровое обозначение | Наименование способа сварки | Сокращённое обозначение, используемое в США |
|---|---|---|
| 111 | Сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом) | SMAW |
| 114 | Сварка дуговая порошковой самозащитной проволокой | FCAW-S |
| 12 | Сварка дуговая под флюсом | SAW |
| 135 | Сварка дуговая плавящимся электродом в защитном газе | GMAW |
| 136 | Сварка дуговая порошковой проволокой с флюсовым наполнителем в активном газе | FCAW-G |
| 141 | Сварка дуговая неплавящимся вольфрамовым электродом в защитном газе | GTAW |
Сварка часто встречается как предмет социалистического реализма .

|

|
| Электросварщик. Бюст в Музее социалистического искусства в Софии | Сварка в космосе на почтовой марке. 2006 год |
Стандартизацией сварочных процессов занимаются Американское общество по сварке и Европейская федерация сварки .
Учебные организации, специализирующиеся на сварке: Институт сварки (Англия), Институт сварки Эдисона (США), Институт электросварки имени Е. О. Патона (Украина), Международный институт сварки (Франция).
|
|
|
|---|---|
| Терминология | |
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов | |
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |
|
|
В сносках к статье
найдены неработоспособные вики-ссылки
.
|